
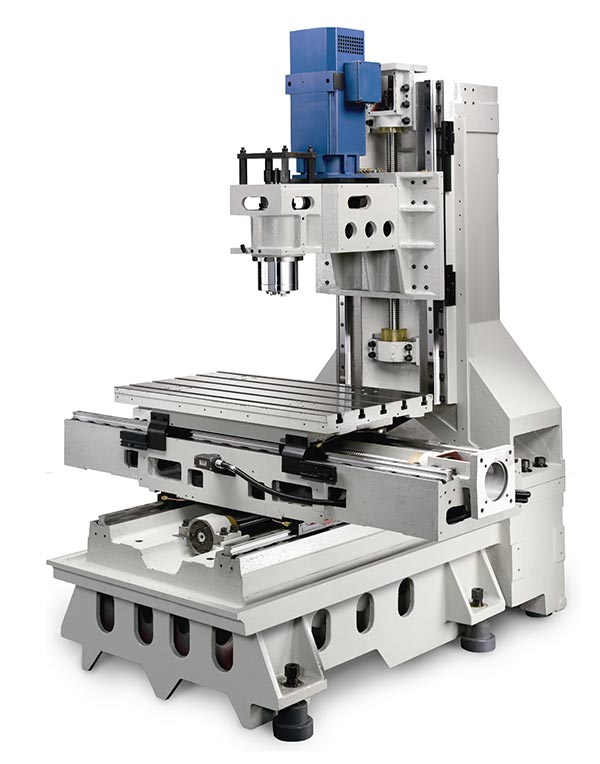
The TRAK® LPM is a machining system that integrates the control, machine, tooling and workholding. It gives ProtoTRAK® machinists the tools they need to compete and win on the strength of their know-how and skill.

Designed to be easy to learn and use, the TRAK LPM incorporates technologies to markedly reduce the changeover times that plague high-mix, low-volume shops. It is the only VMC to integrate the machine, control, fixturing, and tool offset measurements into one complete system.
This means that it doesn't require expensive probing systems that consume spindle time to measure offsets. It also means that it doesn't require a room full of special fixture to facilitate quick changeovers.
Other manufacturers install a general-purpose production CNC on a machine, load in a few parameters and leave it at that. The ProtoTRAK PMX goes beyond to reduce your work in setup.


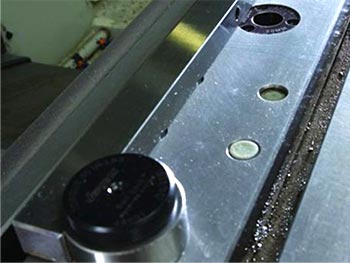
Setups are faster and easier with the workholding system of the TRAK LPM. Changing from job to job does not require your machine to be idle during time-consuming fixture setups. Receivers are precisely installed to allow multiple fixtures. You can locate your part on a fixture while another part is running on the machine.
Within seconds your fixture is positioned within 0.0002″ and secured with 2,250 lbs. of clamping force.
The ProtoTRAK PMX knows the Ball Lock receiver locations. Simply reference the part to the fixture, and then load the offsets into the fixture management screen.

The TRAK LPM comes standard with a tooling cart and reference tool. The tool's Z dimension is loaded into the ProtoTRAK PMX at the factory.
Setting the Z Depths of each tool is simple. Just enter the offsets from the reference tool as you touch off. Follow this simple process and you will never have to touch off tools in an idled machine.
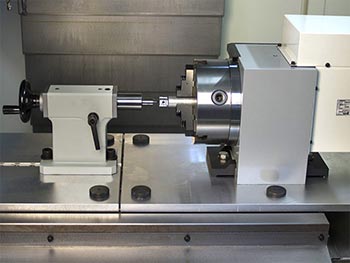







Hardware and software that allows true 4th axis interpolation. Includes indexer, tailstock and fixture plate.