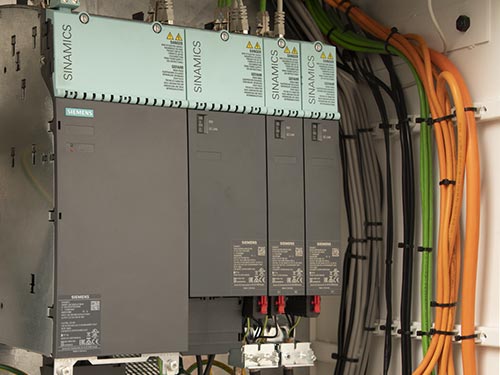
El avanzado servosistema S120 Booksize de múltiples ejes convierte el suministro de electricidad trifásico en voltaje directo DC y uno o varios módulos de motor controlan los motores. El sistema de accionamiento tiene un servidor web integrado que puede utilizarse para descargar configuraciones, actualizaciones de firmware, informes de status (estado), evaluación de alarmas y fallos desde un PC remoto.
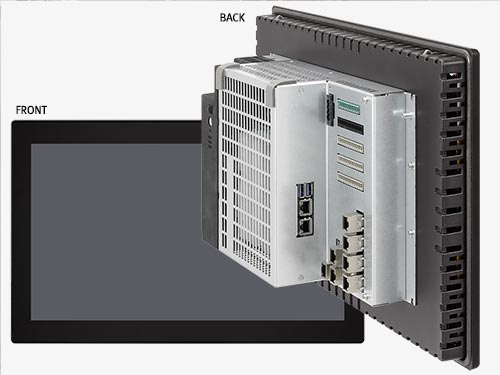
SINUMERIK ONE ofrece modularidad, apertura, flexibilidad y estructuras uniformes para el funcionamiento, la programación y la visualización. Cuenta con sistemas integrados de accionamiento SINAMICS S120 y S7-1500 PLC para aplicaciones de medio y alto rendimiento. Ofrece alta flexibilidad, excelente respuesta dinámica, precisión y una integración óptima en redes.

El elegante y minimalista MCP-398C tiene botones para controlar el funcionamiento de la máquina. Teclas bien ubicadas y claramente marcadas le permiten seleccionar entre X, Y, Z o husillo, seleccionar modos de operación como Paso Corto (Jog), Auto, Manual Data Automatic (MDA) y activar varios motores, incluyendo banda (conveyor) de virutas, refrigerante, lavadora, separador de aceite y enfriador de husillo, etc.
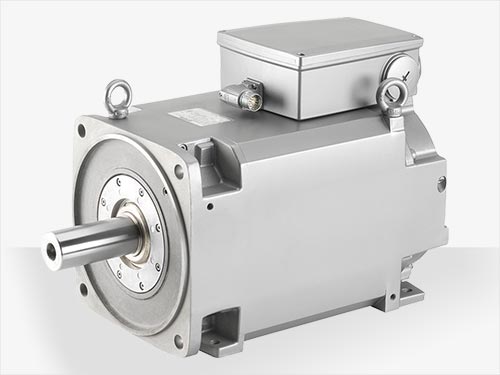
SIMOTICS M-1PH8 es un compacto motor asíncrono de inducción para el husillo capaz de manejar ciclos de trabajo extremos y tiempos de subida cortos. Es excepcionalmente preciso en términos de velocidad, torque y posicionamiento. Utiliza cables de alimentación y retroalimentación separados para conectarse al servosistema SINAMICS S120. El motor tiene un codificador incremental de 22 bits y se conecta al controlador mediante la interfaz avanzada DRIVE-CLIQ.
A lo largo del funcionamiento del SINUMERIK ONE, encontrará Elementos Animados. Estos ingeniosos minivideos lo ayudan a comprender instantáneamente el problema subyacente, lo que le permitirá responder con rapidez y seguridad.
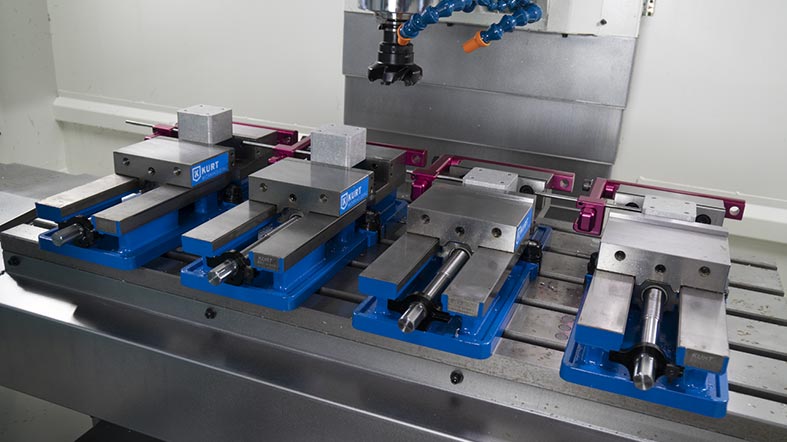
Runs the same tools and operations on different fixtures, even when different part programs are being machined at the same time! Ideal for production machining of identical or even different parts. Mix different programming sources and styles within fixtures.
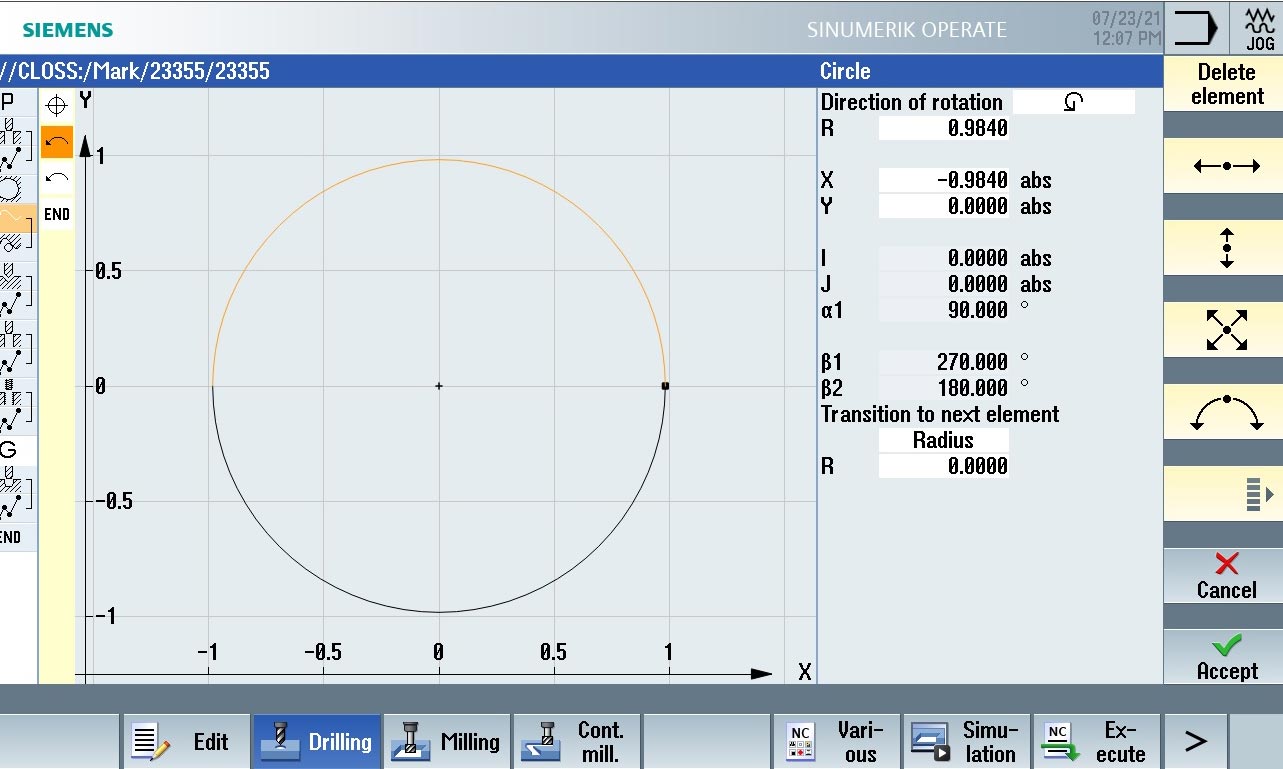
Esta poderosa herramienta funciona dentro de todos los métodos de programación del SINUMERIK ONE. Utilice elementos gráficos para crear incluso figuras complejas. Calcula automáticamente intersecciones y puntos de tangencia.
También utilice el Editor de Contornos (Contour Editor) para trabajar con elementos en archivos DXF. Abra los datos de dibujo dentro del Editor de Contornos, luego defina la trayectoria de la herramienta e incluso edite la geometría. Vincule fácilmente varios contornos para crear islas complejas y eliminar rutinas.
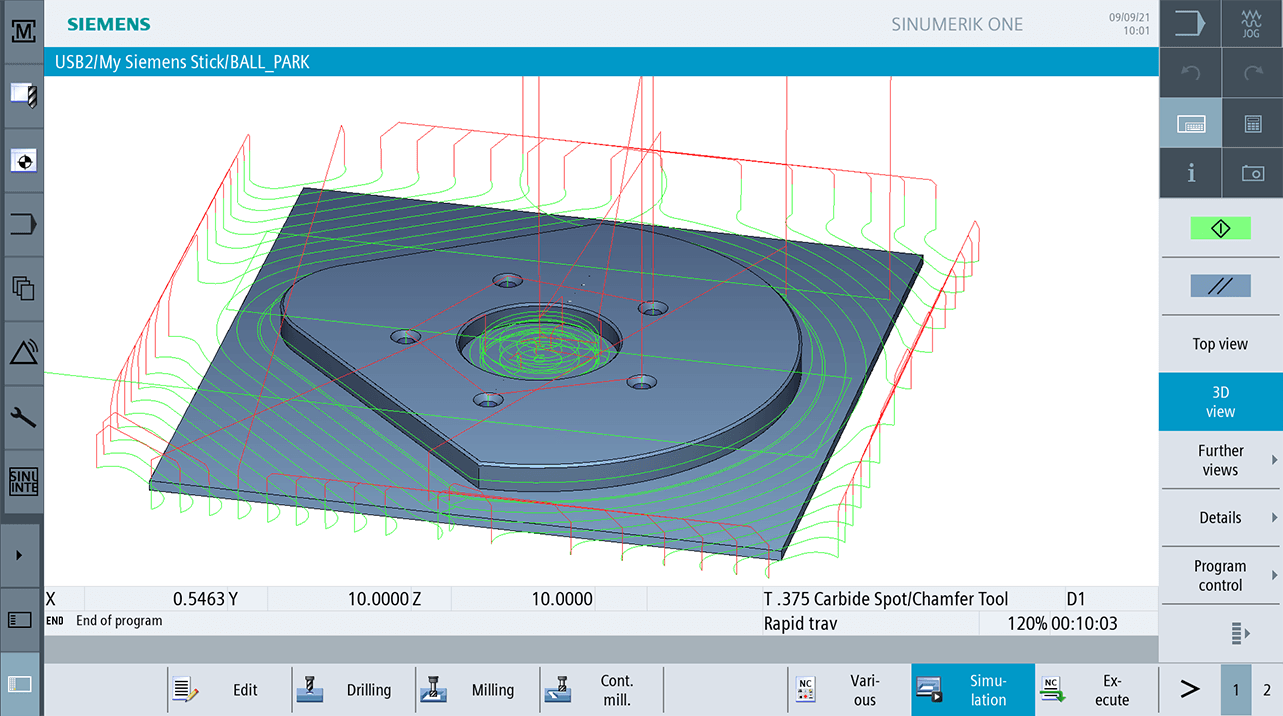
Utilice Simulaciones:
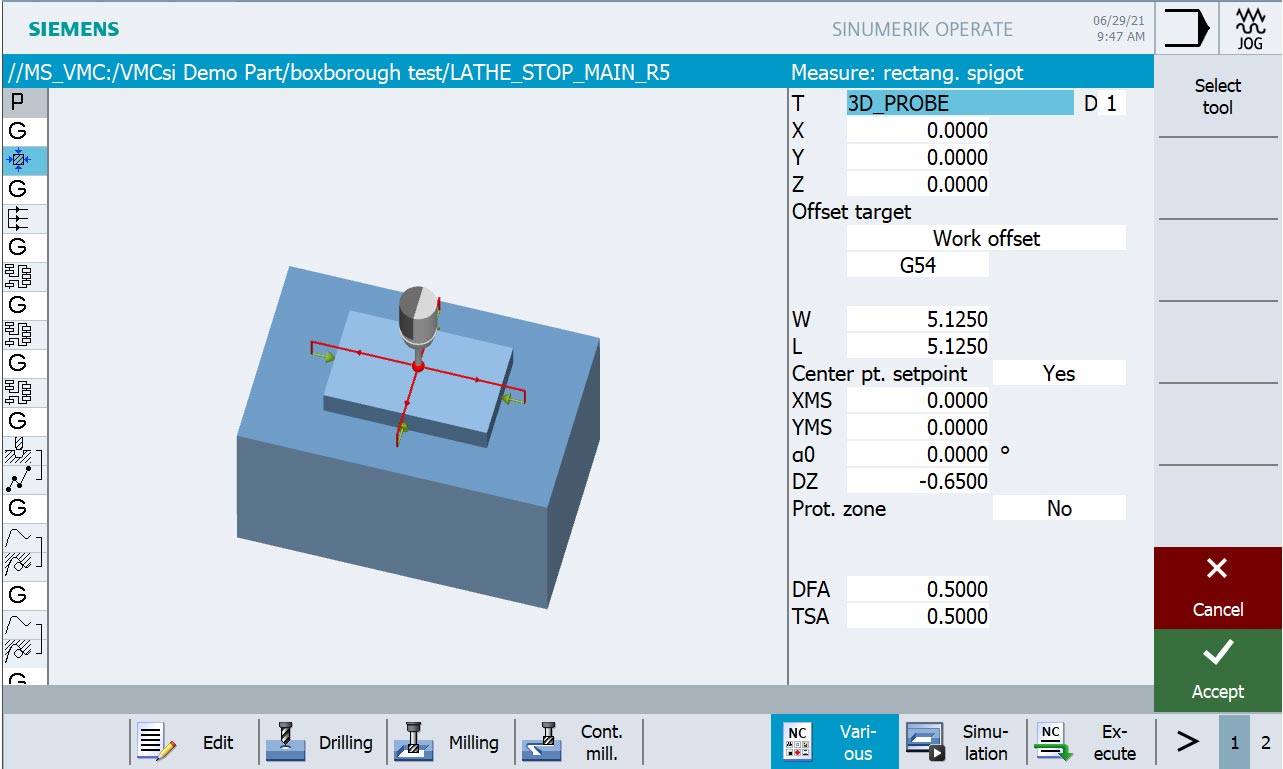
Para la medición de piezas y herramientas, los ciclos de sondeo están integrados en:
Los ciclos aplican automáticamente compensaciones de fixturas y las mediciones pueden extraerse en un informe. Los ciclos funcionarán con muchas marcas de sondas táctiles o incluso con un buscador de bordes (edge finder) manual.

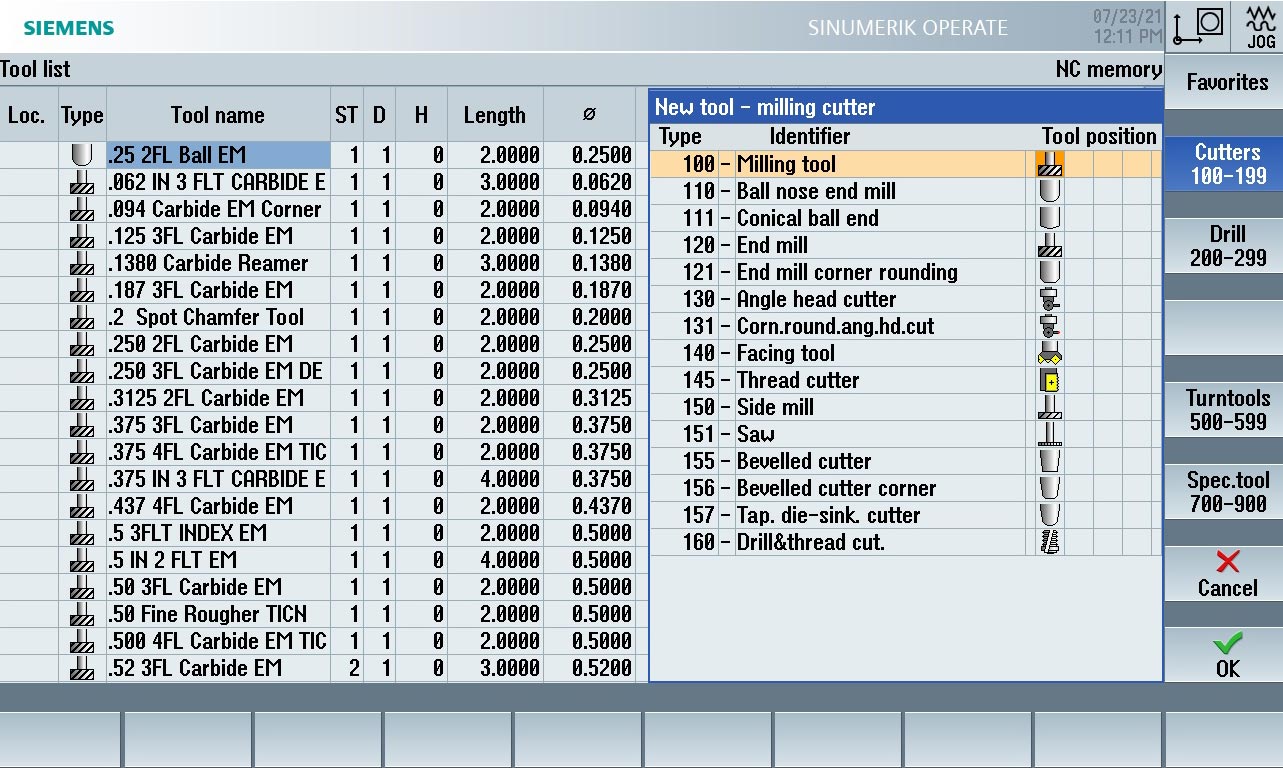
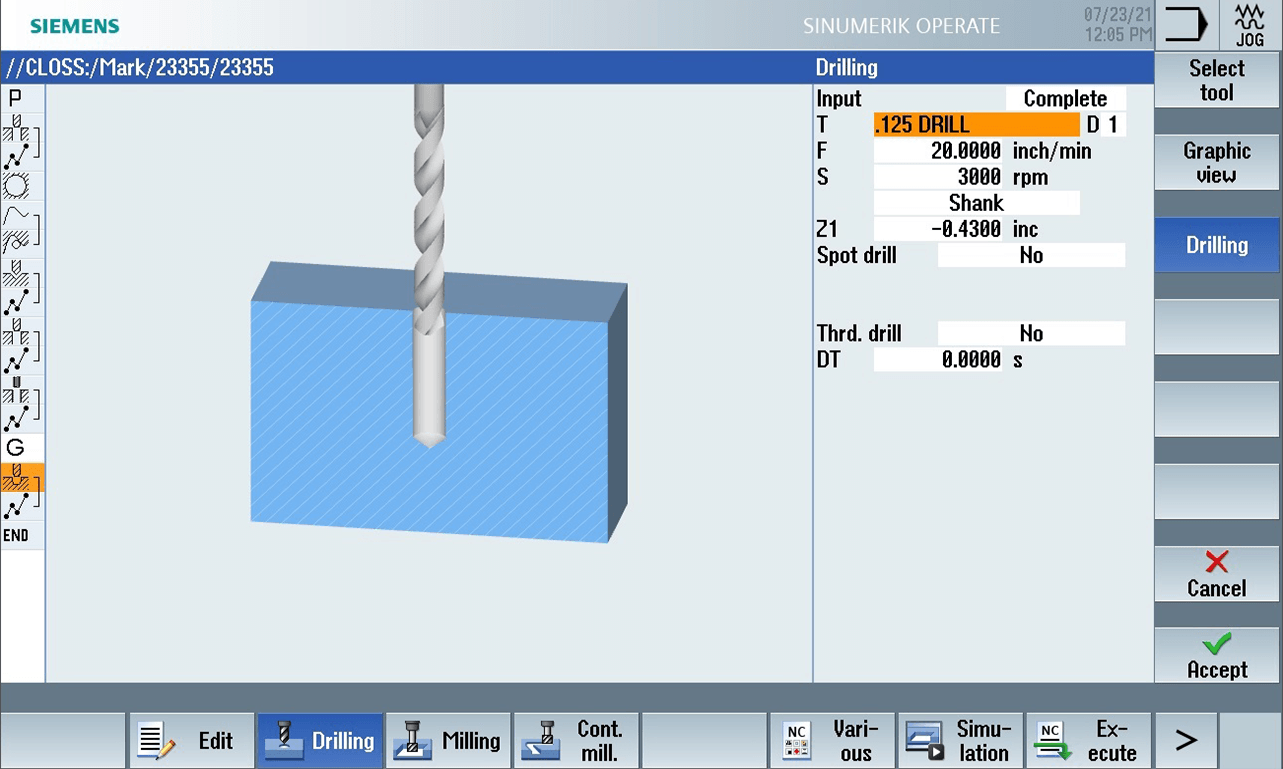
Configurar herramientas es simple debido a los íconos y Elementos Animados que guían sus selecciones. Usted define número de filos, ángulo de la punta, bordes cortantes, ángulo del portaherramientas, tipo de herramienta e incluso la vida útil de la herramienta. Una vista del Carrusel muestra qué herramientas hay en el carrusel.
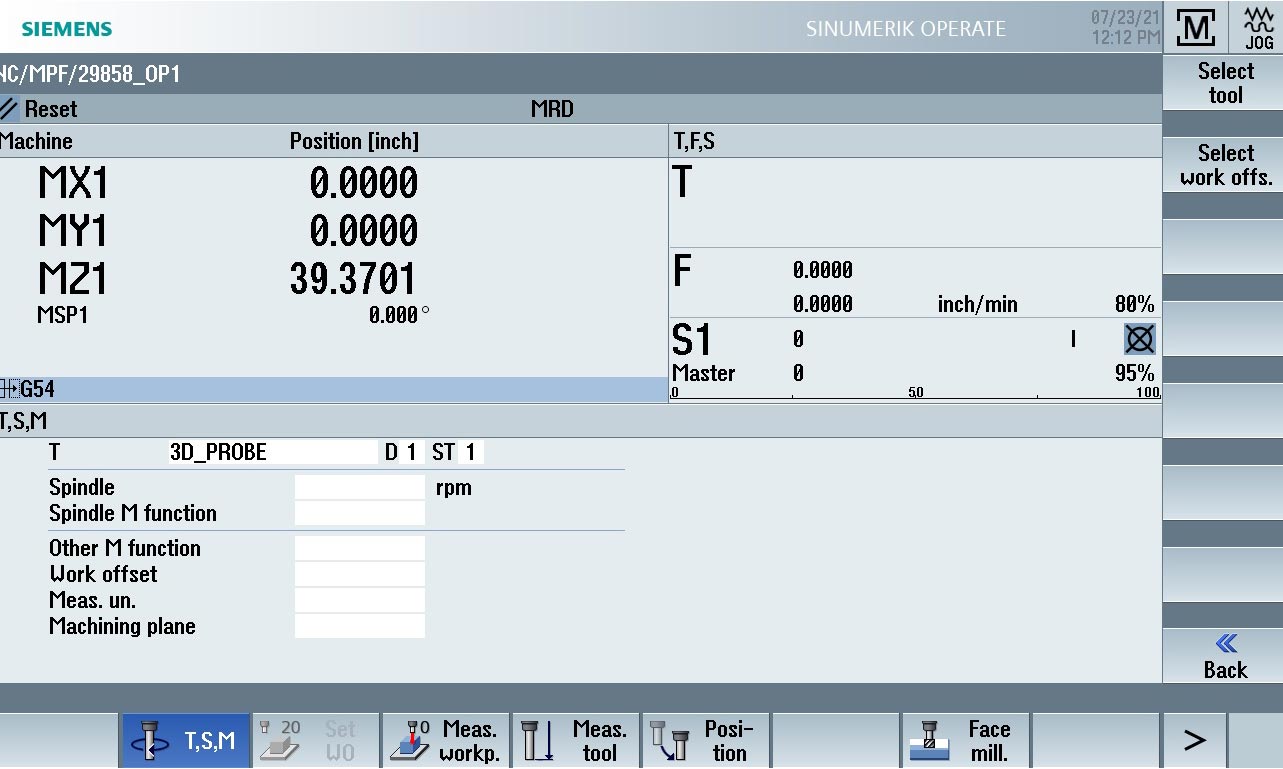
Una sola tecla le da acceso a características como cargar herramientas, activar una coordenada de trabajo o encender un husillo. Todas las operaciones se controlan respondiendo a datos solicitados de forma conversacional, sin ningún código G.
Mientras ejecuta programas, el SINUMERIK ONE puede detener la operación actual y la punta de la herramienta puede alejarse con paso corto de la superficie de la pieza, lo que le permite inspeccionar la herramienta o la pieza. La función REPOS le permite volver a la pieza donde se detuvo el maquinado.
Suceden cosas, fallos de electricidad, rotura de herramientas, movimientos inesperados. El SINUMERIK ONE le da una habilidad sin precedentes para volver al lugar donde se estaba en la pieza con un alto grado de confianza y trabajo mínimo. La poderosa búsqueda de Bloques y punto de Interrupción se combinan para que pueda comenzar exactamente donde lo dejó o en un punto anterior... sólo para asegurarse. Esta poderosa rutina incluso habilita una retracción/recuperación de herramienta que puede definir la ubicación exacta y la velocidad adecuada para recuperar un roscado abandonado por una interrupción no planificada.
Ordenará al SINUMERIK ONE que desconecte la energía al final de la ejecución de un programa. Esta opción es excelente para el maquinado sin supervisión, por lo que la máquina se apagará después de ejecutar la última pieza. Simplemente presione el botón APO en el panel de control después de iniciar la ejecución.
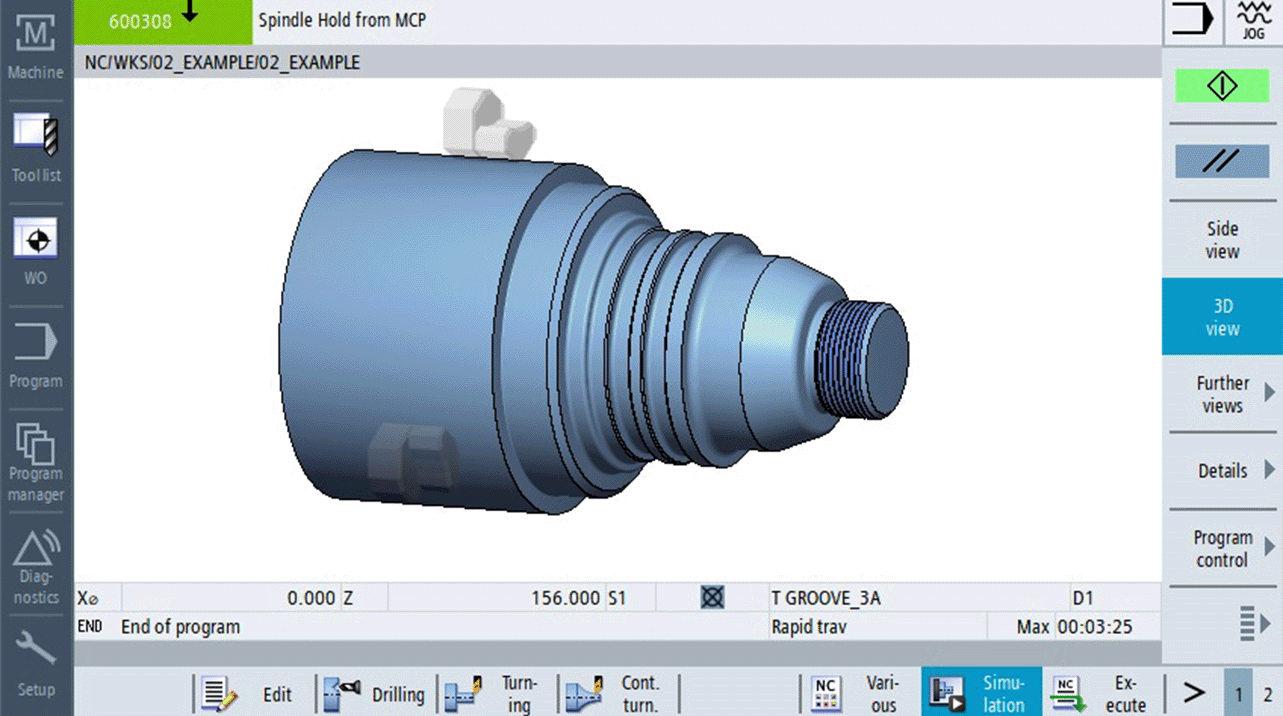
Gemelo Digital Sólido en 3D de su pieza, fiel en cada detalle programado. Puede verificar su programa al inspeccionar de cerca cada detalle utilizando la función de pantalla táctil en la pantalla de 19” del SINUMERIK ONE en el VMCsi.
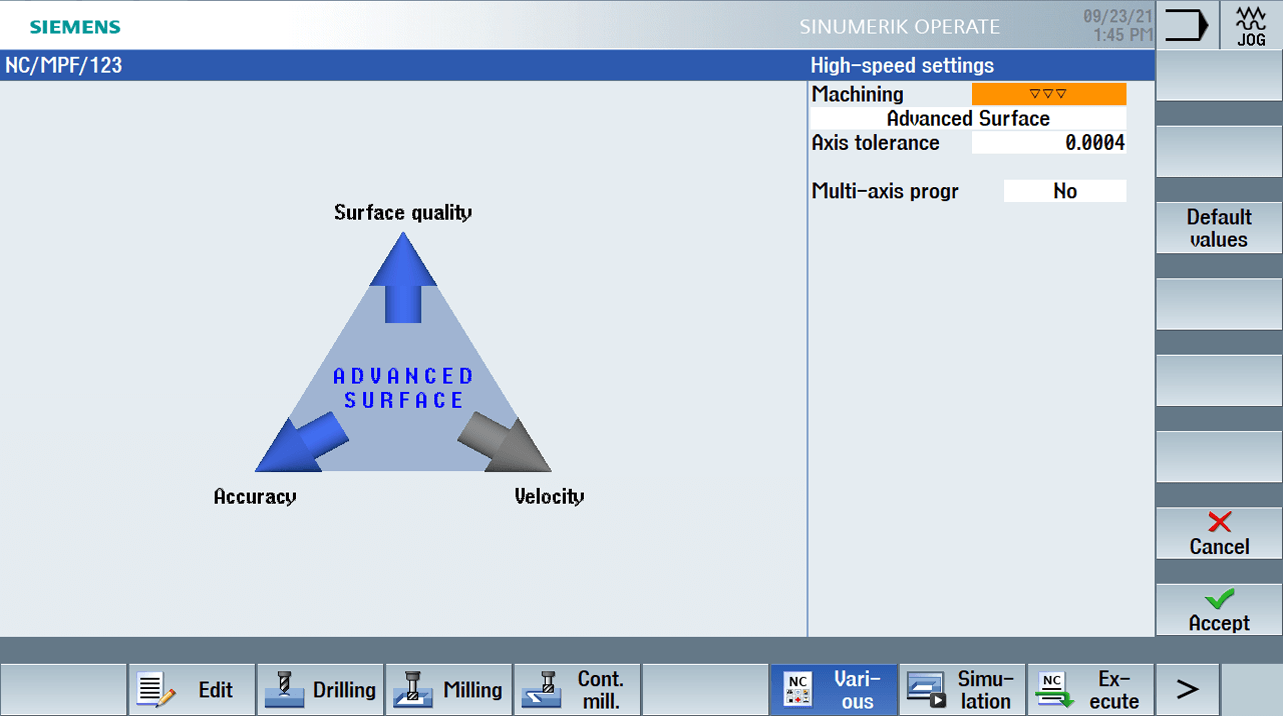
Advanced Surface (Superficie Avanzada) y Top Surface (Superficie Optima) son algoritmos avanzado que analizan lo anticipado y la velocidad. El software analiza el programa y convierte los puntos en splines para crear una trayectoria de la herramienta óptima que se procesa sin problemas a través del sistema de ejecución del SINUMERIK ONE.
Usted puede elegir entre maximizar la Velocidad de Maquinado, la Calidad de la Superficie y la Precisión Dimensional. Por ejemplo, activar la función "Smoothing" (Suavizado), en Top Surface (Superficie Optima), aumentará considerablemente la calidad de la superficie de la pieza, pero posiblemente haga el maquinado más lento. Este avanzado software pone las ventajas y desventajas en sus manos, donde corresponden.
Una combinación de opciones de Siemens que, juntas, agregan memoria interna al SINUMERIK ONE para traer e integrar archivos grandes, como CAD y CAM. Amplía la memoria interna del CNC en 1.8 GB.
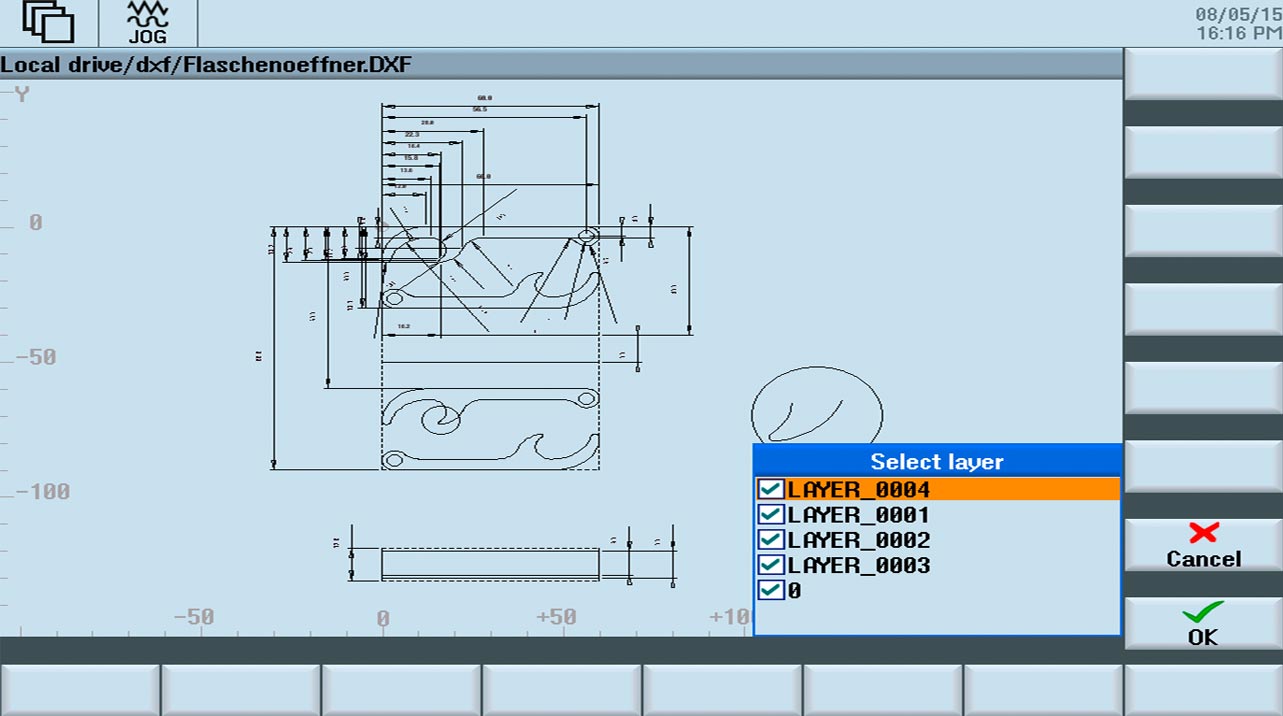
Abra archivos DXF en el SINUMERIK ONE para transferir datos fácilmente a su programa. Programe más rápido y reduzca errores en dimensiones de programación. Abra y utilice elementos de múltiples archivos DXF en el mismo programa. Funciona dentro de todos los métodos de programación. Controle fácilmente características específicas de elementos del dibujo. Establezca su propia referencia de la pieza, independientemente del origen del dibujo.
Le permite utilizar una sonda táctil dentro de la operación del Modo Automático. Inserte un ciclo enlatado de sondeo (probing) para medir el desgaste de la herramienta para que el SINUMERIK ONE aplique la compensación. También puede medir las características de la pieza y aplicar ajustes ya sea a las compensaciones del trabajo o las compensaciones de las herramientas. El ciclo se puede programar para ordenar al controlador que vuelva a maquinar las características basándose en el resultado de la medición. El ciclo de sondeo se puede combinar con una serie de declaraciones lógicas para brindarle aún más flexibilidad.
Use esta poderosa característica para:
Permite el uso de un dispositivo de memoria externa para ejecutar y editar programas. Ideal para optimizadores de programas grandes, permite que su dispositivo de memoria funcione como una expansión del búfer de memoria interno de su SINUMERIK ONE sin ninguna restricción de caché en programas, subprogramas, comandos o incluso transfiriendo a otra máquina.
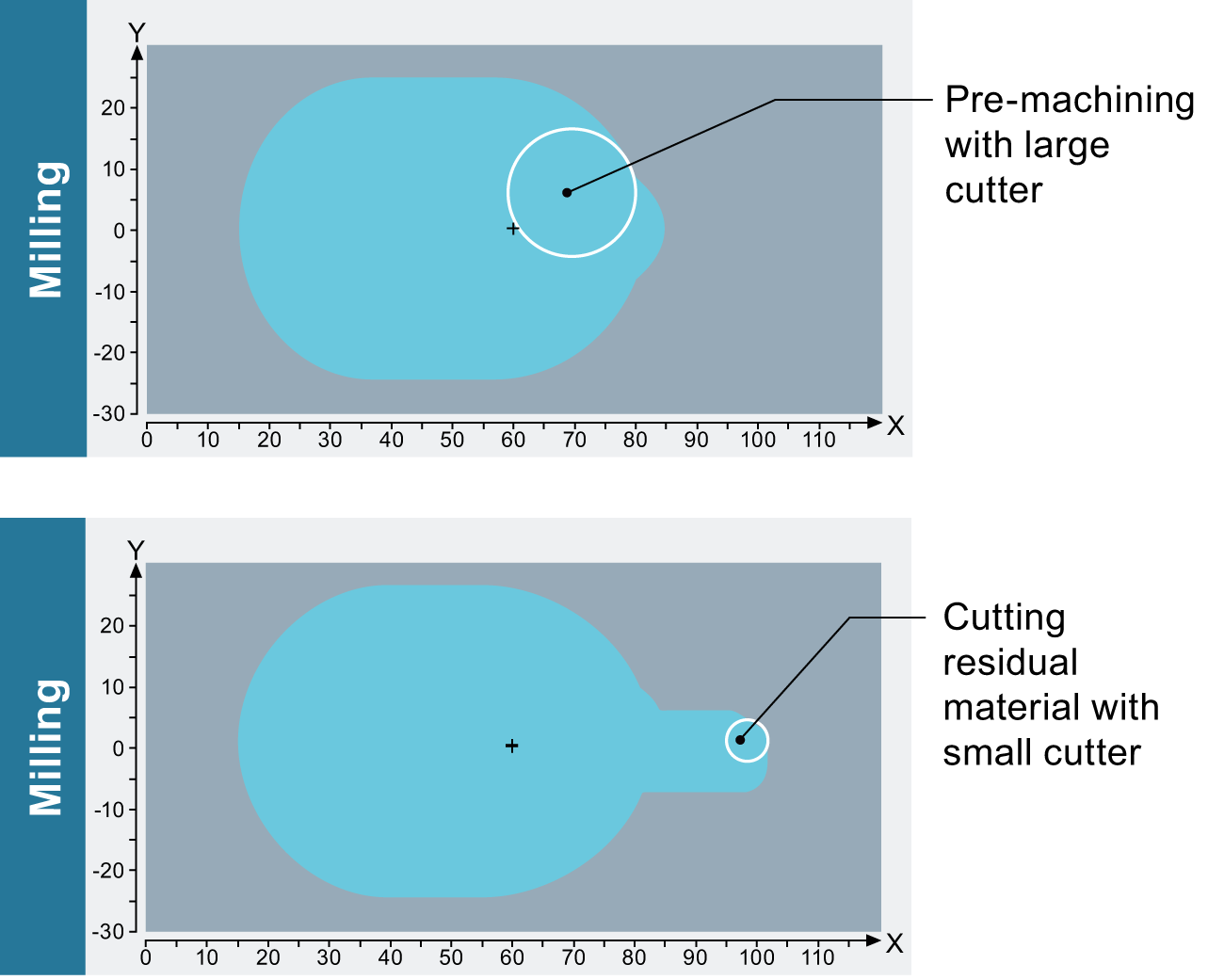
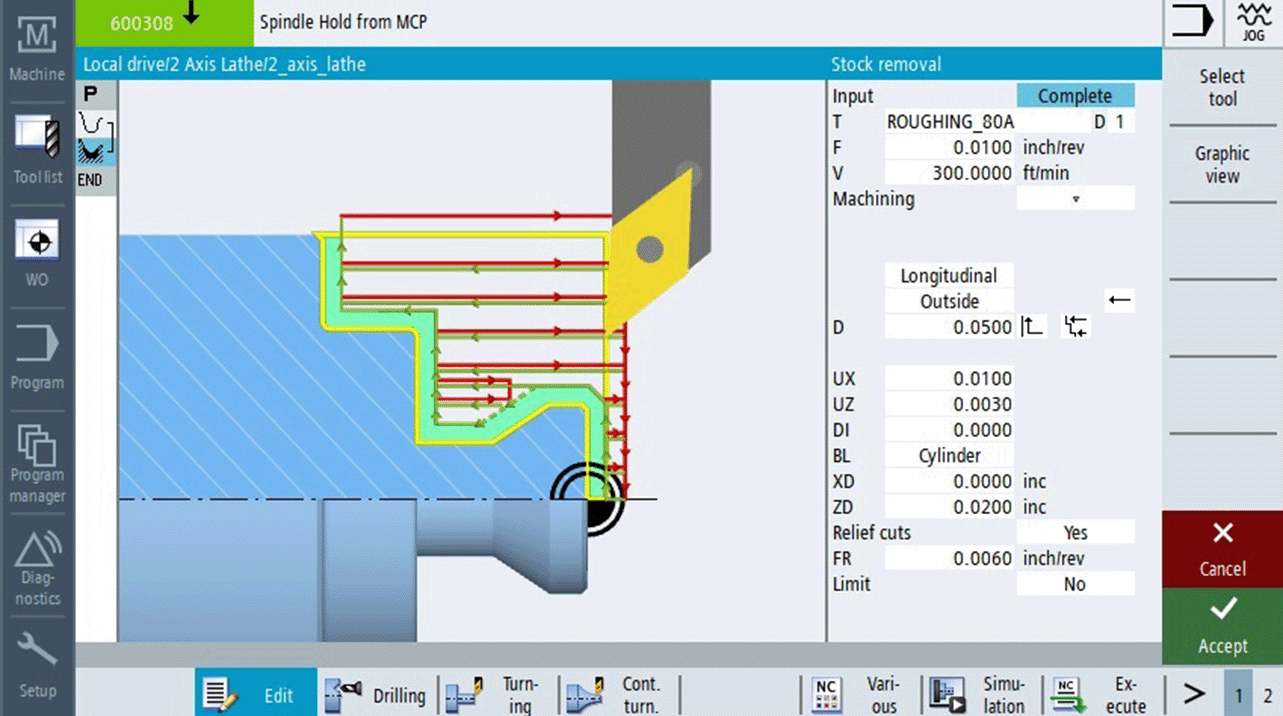
SINUMERIK ONE reconoce automáticamente las situaciones de Maquinado de Restos, simplemente llame al ciclo enlatado Maquinado Residual (Residual Machining), introduzca algunos datos solicitados simples y el controlador hace el resto.
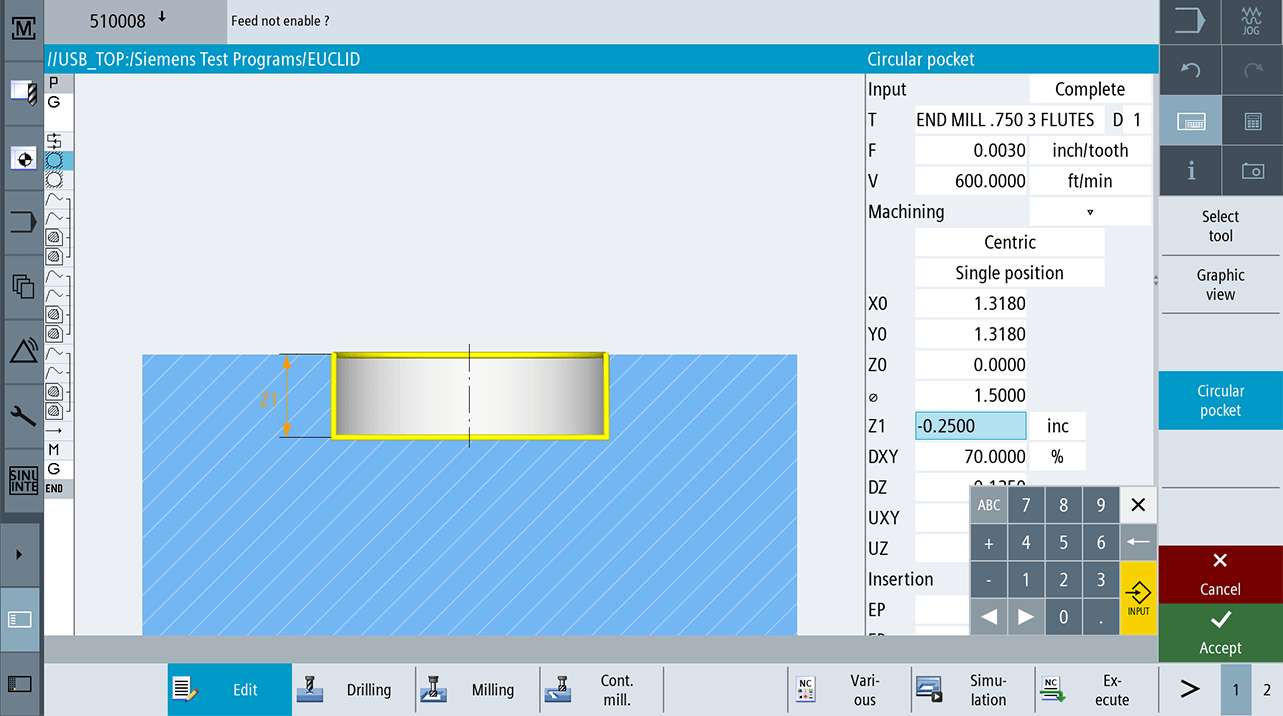
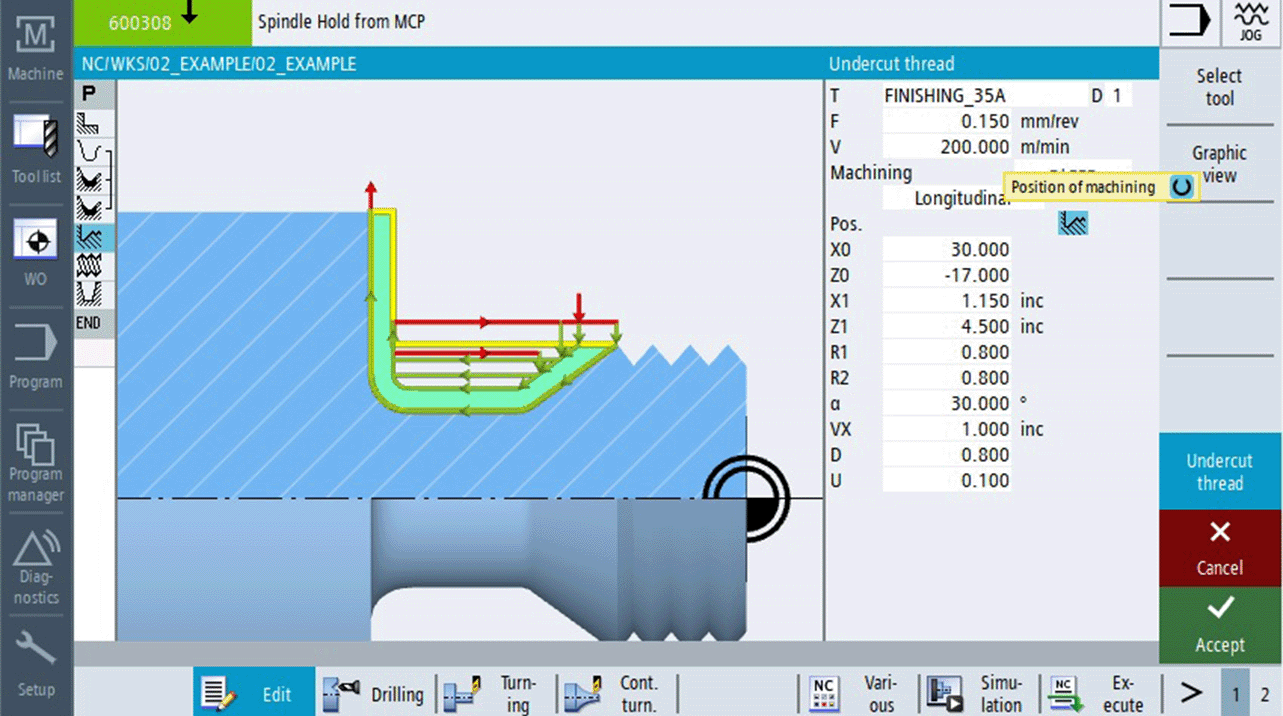
Verdadera programación conversacional que puede hacer directamente en piso del taller. Escriba programas completos de piezas o inserte una característica dentro de otro programa. Con la guía de Elementos Animados, Consejos de Herramientas, Gráficos Dinámicos, Ciclos Enlatados y Ayuda Sensible al Contexto puede crear programas con facilidad. No tendrá que recurrir a la persona que programó la pieza para arreglar o agregar a su programa.
Gráficos de modelos sólidos en 3D en tiempo real mientras se ejecuta un programa. Es una excelente manera de verificar el progreso de su trabajo, especialmente cuando está usando mucho refrigerante.
Envuelve una figura de 2D alrededor de un cilindro, lo que le permite programar características en un cilindro utilizando la opción del 4.º Eje de su máquina VMCsi.

Ejecute los movimientos programados girando la manivela. Usted controla la velocidad de avance (feedrate) al mover el Generador Manual de Impulsos (Manual Pulse Generator) en el panel de control y la trayectoria real programada se mueve. Ajuste la relación entre los giros de la manivela y la velocidad de avance con 4 configuraciones de resolución diferentes. Cambie sin problemas entre Ejecución con Manivela y ejecución CNC completamente automática. ¡Excelente para configuraciones y para tener confianza haciendo esa primera pieza.
La UA (Arquitectura Unificada) OPC estándar es especialmente adecuada para el intercambio de datos entre diferentes niveles, ya que es independiente de sistemas operativos específicos, tiene procedimientos de transferencia seguros y una mejor descripción semántica de los datos.
UA OPC no sólo hace disponibles los datos, sino que también proporciona información sobre los datos (p. ej., tipos de datos). Esto permite el acceso interpretable por la máquina a los datos.
Paquete Job Shop (Taller de Trabajo)(S41) |
Paquete Surfacing (Acabado Superficial)(S42) |
|
|---|---|---|
| ShopMill (P17) | ||
| Lector DXF (P56) | ||
| Detección de Material Residual (P13) | ||
| Simulación 3D (P25) | ||
| Ejecución Simultánea en 3D (P22) | ||
| TRACYL/Transformación en Superficie Cilíndrica (M27) | ||
| Ejecución Desde Almacenamiento Externo (P75) | ||
| Control Avanzado de Movimiento Superficial (S07) | ||
| Top Surface (Superficie Optima)(S17) | ||
| Ciclos de Medición para Barrenado/Fresado (P28) | ||
| Memoria de 5.1 GB para Programas de Usuario* (P12) |

Un módulo de potencia con alimentación integrada, módulos de motor para 4 ejes (husillo y 3 ejes de avance). El controlador Combi tiene ventiladores externos integrados dentro del disipador de calor instalado en la parte posterior del controlador. Tiene una función de control de freno integrada para el freno de retención del motor y el sensor de temperatura que activa una alarma si la temperatura supera el umbral establecido.
SINUMERIK ONE ofrece modularidad, apertura, flexibilidad y estructuras uniformes para el funcionamiento, la programación y la visualización. Cuenta con sistemas integrados de transmisión SINAMICS S120 y S7-1500 PLC para aplicaciones de medio y alto rendimiento. Ofrece alta flexibilidad, excelente respuesta dinámica, precisión y una integración óptima en redes.
El elegante y minimalista MCP-398C tiene botones para controlar el funcionamiento de la máquina. Teclas bien ubicadas y claramente marcadas le permiten a usted seleccionar entre X, Y, Z o husillo, seleccionar modos de operación como Paso Corto (Jog), Auto, Manual Data Automatic (MDA), y activar varios motores, incluyendo banda (conveyor) de virutas, refrigerante, lavado de virutas, separador de aceite, y enfriador de husillo, etc...
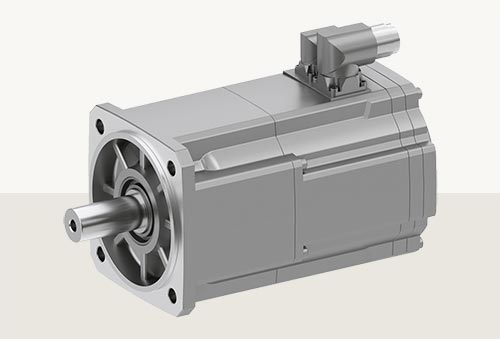
SIMOTICS S-1FK2 son motores síncronos de imanes permanentes con alta capacidad de sobrecarga y un sistema codificador integrado para el control de velocidad y posición. Utiliza cables de alimentación y retroalimentación separados para conectarse al servosistema SINAMICS S120. El motor tiene un codificador absoluto de 22 bits y se conecta al controlador mediante la avanzada interfaz DRIVE-CLIQ.
El SIMOTICS M-1PH8 es un compacto motor asíncrono de inducción para el husillo capaz de manejar ciclos de trabajo extremos y tiempos de respuesta cortos. Es excepcionalmente preciso en términos de velocidad, torque y posicionamiento. Utiliza cables de alimentación y retroalimentación separados para conectarse al servosistema SINAMICS S120. El motor tiene un codificador incremental de 22 bits y se conecta al controlador mediante la avanzada interfaz DRIVE-CLIQ.
A lo largo de todo el funcionamiento del SINUMERIK ONE, encontrará Elementos Animados. Estos ingeniosos minivideos lo ayudan a comprender instantáneamente el problema subyacente, lo que le permite responder con rapidez y seguridad.
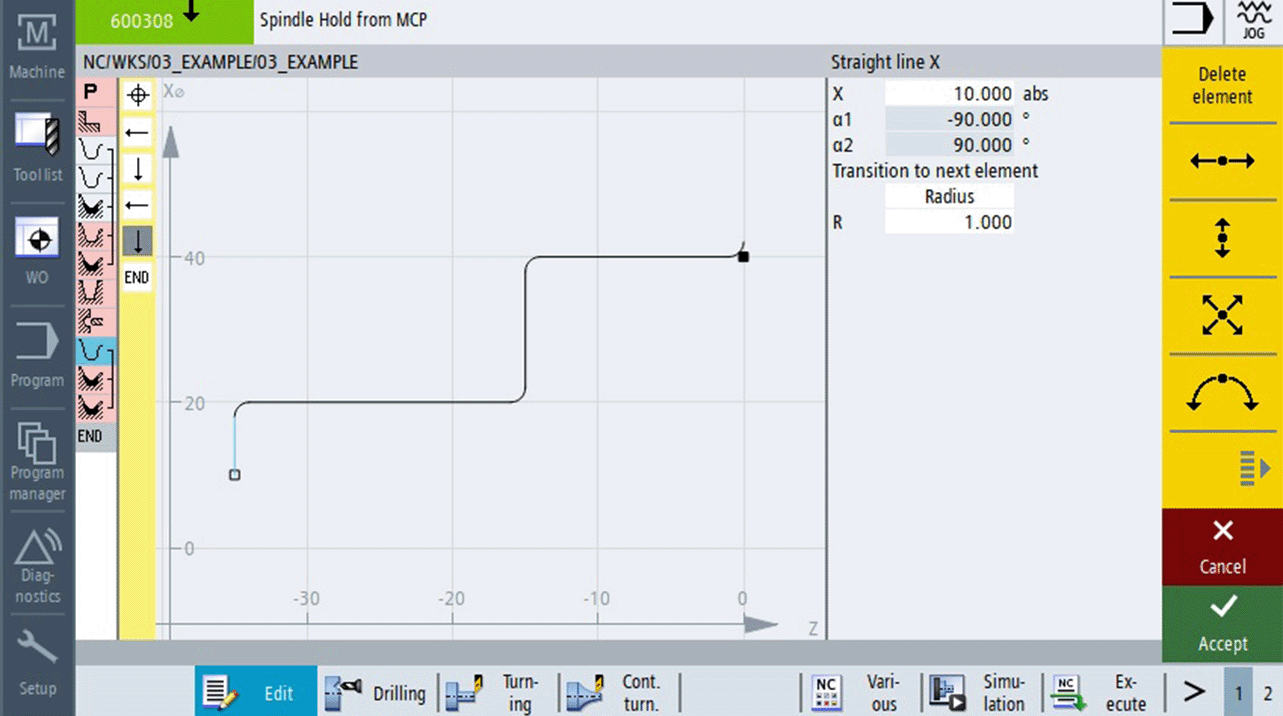
Esta poderosa herramienta funciona dentro de todos los métodos de programación del SINUMERIK ONE. Utilice elementos gráficos para crear incluso figuras complejas. Calcula automáticamente intersecciones y puntos de tangencia.
También utilice el Editor de Contornos (Contour Editor) para trabajar con elementos en archivos DXF. Abra los datos de dibujo dentro del Editor de Contornos (Contour Editor), luego defina la trayectoria de la herramienta e incluso edite la geometría.
Utilice Simulaciones:
La operación de Sondeo (Probing) está integrada en el Modo Paso Corto (Jog) para que pueda configurar herramientas rápida y fácilmente.
Configuración de piezas manual o con sonda táctil (probe)
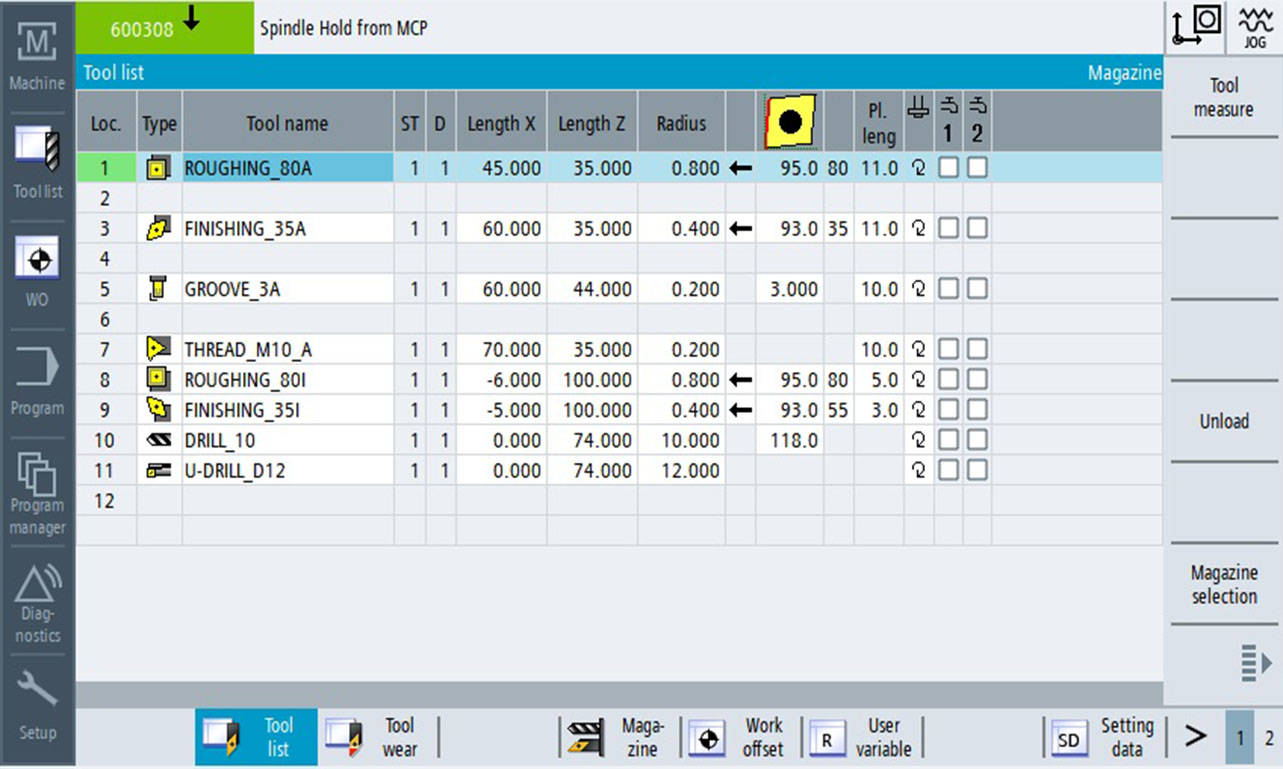
Configurar herramientas es simple debido a los íconos y Elementos Animados (Animated Elements) que guían sus selecciones. Usted define el número de filos, ángulo de la punta, bordes cortantes, ángulo del portaherramientas, tipo de herramienta e incluso la vida útil de la herramienta. Una vista del Carrusel muestra qué herramientas hay en el carrusel.
Una sola tecla le da acceso a características como cargar herramientas, activar una coordenada de trabajo o encender un husillo. A diferencia de la inconveniente interfaz de otros controladores de producción, todas las operaciones se controlan respondiendo a datos solicitados de forma conversacional. Esto simplifica enormemente la configuración.
Mientras ejecuta programas, el SINUMERIK ONE puede detener la operación actual y la punta de la herramienta puede alejarse con paso corto de la superficie de la pieza, lo que le permite inspeccionar la herramienta o la pieza. La función REPOS le permite volver a la pieza donde se detuvo el maquinado.
Suceden cosas, fallos de electricidad, rotura de herramientas, movimientos inesperados. El SINUMERIK ONE le da una habilidad sin precedentes para volver al lugar donde se estaba en la pieza con un alto grado de confianza y trabajo mínimo. La poderosa búsqueda de Bloques y punto de Interrupción se combinan para que pueda comenzar exactamente donde lo dejó o en un punto anterior... sólo para asegurarse. Esta poderosa rutina incluso habilita una retracción/recuperación de herramienta que puede definir la ubicación exacta y la velocidad adecuada para recuperar un roscado abandonado por una interrupción no planificada.
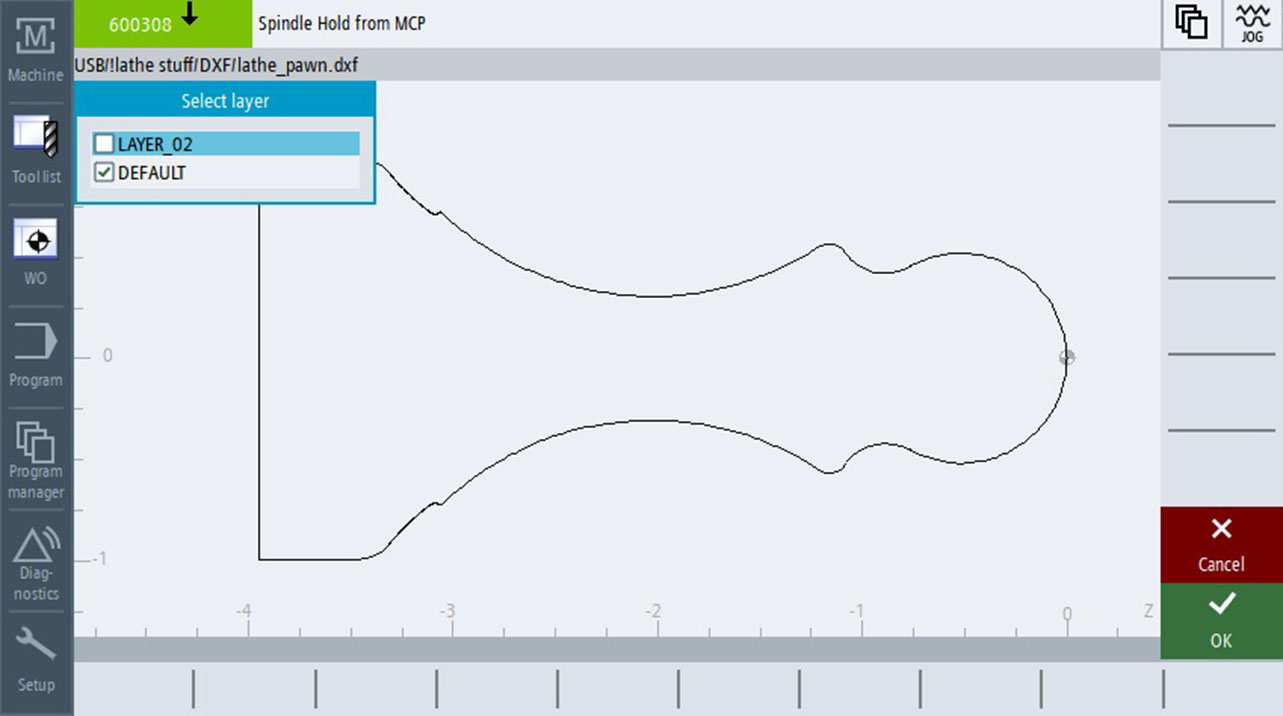
Abra archivos DXF en el SINUMERIK ONE para transferir datos fácilmente a su programa. Programe más rápido y reduzca errores en dimensiones de programación. Abra y utilice elementos de múltiples archivos DXF en el mismo programa. Funciona dentro de todos los métodos de programación. Controle fácilmente características específicas de elementos del dibujo. Establezca su propia referencia de la pieza, independientemente del origen del dibujo.
Permite el uso de un dispositivo de memoria externa para ejecutar y editar programas. Permite que su dispositivo de memoria funcione como una expansión de memoria interna de su SINUMERIK ONE, sin ninguna restricción de caché en programas, subprogramas, comandos o incluso transfiriendo a otra máquina.
Ejecute los movimientos programados girando la manivela. Usted controla la velocidad de avance (feedrate) al mover el Generador Manual de Impulsos (Manual Pulse Generator) en el panel de control y la trayectoria programada actualmente se mueve. Ajuste la relación entre los giros de la manivela y la velocidad de avance con 4 configuraciones de resolución diferentes. Cambie sin problemas entre Ejecución con Manivela y ejecución CNC completamente automática. ¡Excelente para hacer configuraciones y para tener confianza haciendo la primera pieza!
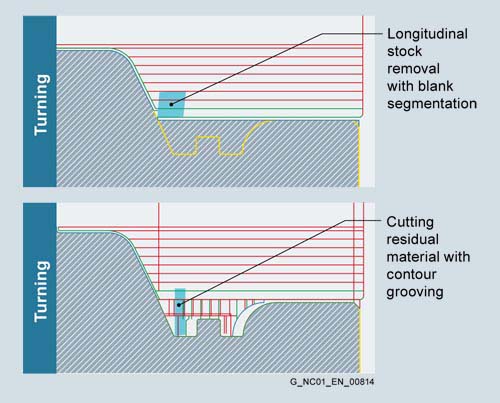
El SINUMERIK ONE reconoce automáticamente las situaciones de Maquinado de Restos, simplemente ejecute el ciclo enlatado Maquinado Residual (Residual Machining), introduzca algunos datos solicitados simples y el controlador hace el resto.
Haga coincidir la herramienta con la operación para un maquinado más rápido: herramienta grande para desbastado, herramienta más pequeña para regiones donde la herramienta grande no llegará. Múltiples ciclos de Maquinado Residual en la misma característica le brindan la flexibilidad para minimizar los tiempos de ciclo.
Programación conversacional verdadera que puede hacer directamente en el piso del taller. Escriba programas de piezas completas o inserte una característica dentro de otro programa. Con la guía de Elementos Animados (Animated Elements), Consejos de Herramientas (Tool Tips), Gráficos Dinámicos (Dynamic Graphics), Ciclos Enlatados (Canned Cycles) y Ayuda Sensible al Contexto (Context-Sensitive Help) para guiarlo puede crear programas con facilidad. No tendrá que recurrir a la persona que programó la pieza para arreglar o agregar a su programa.
Gráficos del modelo Sólido en 3D en tiempo real mientras ejecuta un programa. Es una excelente manera de verificar el progreso de su trabajo, especialmente cuando está ejecutando mucho refrigerante.
Incremente el numero de estaciones de herramientas programables disponibles a 24 con indexación media de posiciones en la torre portaherramientas. Tenga una mejor flexibilidad y capacidad con herramientas configuradas mientras mantiene todas las 12 estaciones que aceptan herramientas motorizadas.