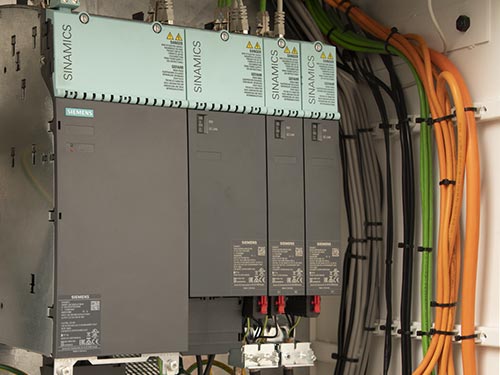
Advanced S120 Booksize multiple axis drives convert 3-phase line supply to DC link voltage and one or several motor modules control the motors. Drive system has integrated web server which can be used to download configuration, firmware update, status reporting, alarm and fault evaluation from a remote PC.
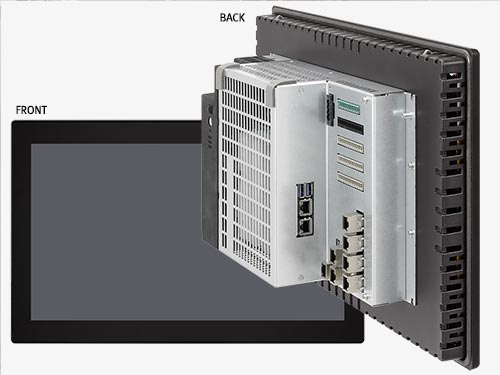
SINUMERIK ONE offers modularity, openness, flexibility and uniform structures for operation programing and visualization. It has integrated drive system SINAMICS S120 and S7-1500 PLC for medium and high-performance application. It offers high flexibility, excellent dynamics response, precision and optimum integration into networks.

The elegant, minimalist MCP-398C has the buttons to control machine operation. Well positioned and clearly marked keys enable you to select X, Y, Z or spindle, select operating modes such as Jog, Auto, Manual Data Automatic (MDA), and activate various motors including augur, coolant, washdown, skimmer, and spindle cooler etc...
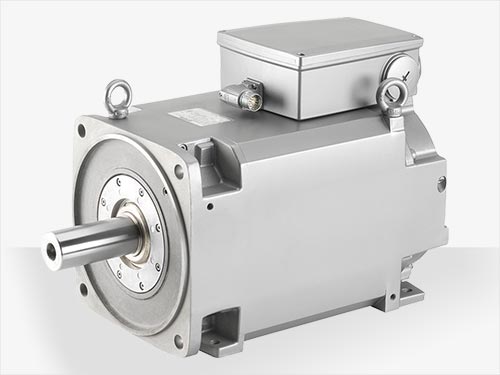
The SIMOTICS M-1PH8 is a compact induction asynchronous spindle motor capable of handling extreme duty cycles and short rise times. It is exceptionally precise in terms of speed, torque and positioning. It uses separate power and feedback cables to connect to SINAMICS S120 servo system. The motor has 22-bit incremental encoder, it connects to the drive using the advanced DRIVE-CLIQ interface.
Throughout the operation of the SINUMERIK ONE, you will encounter Animated Elements. These clever mini-videos help you instantly grasp the underlying issue, enabling you to respond quickly and confidently.
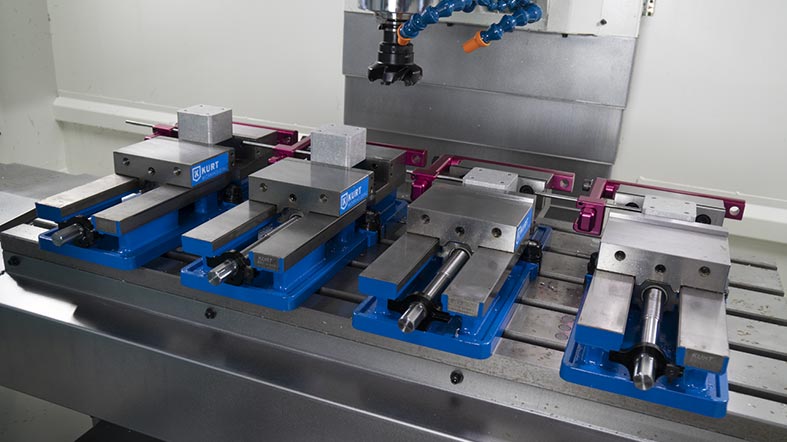
Runs the same tools and operations on different fixtures, even when different part programs are being machined at the same time! Ideal for production machining of identical or even different parts. Mix different programming sources and styles within fixtures.
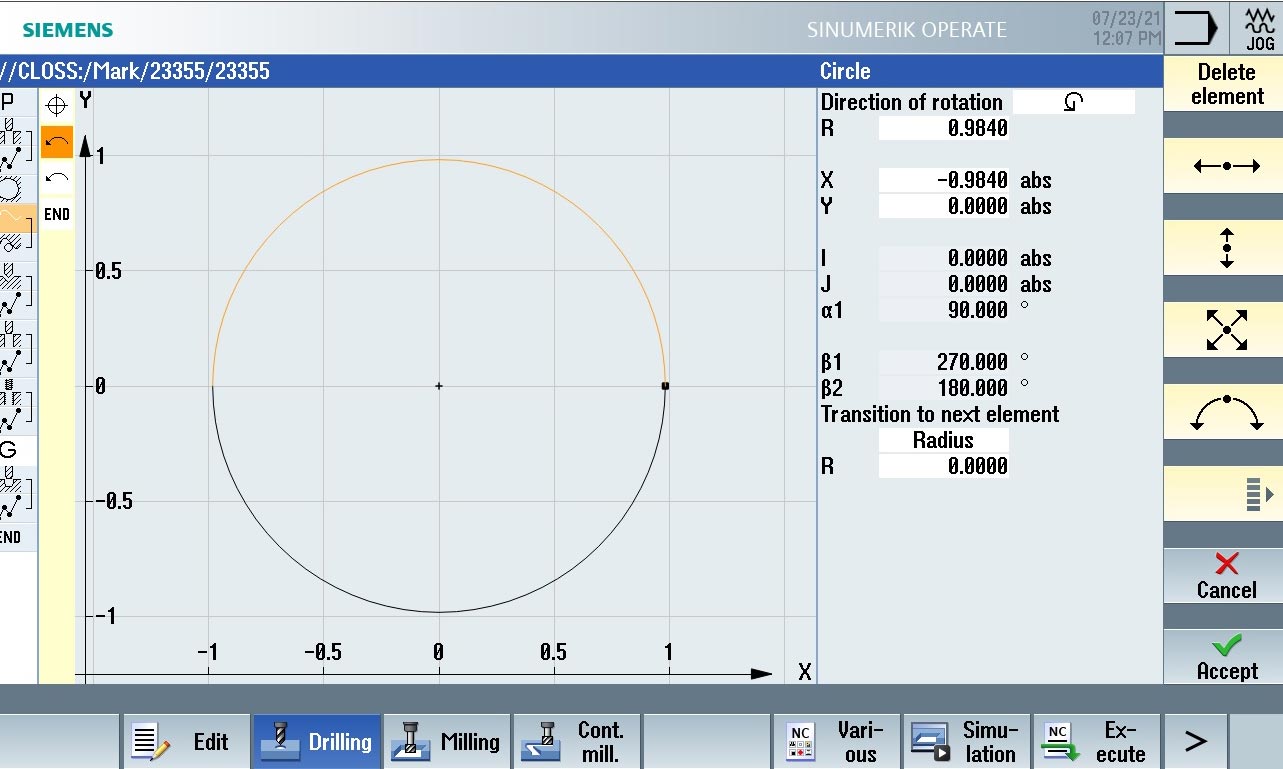
This powerful tool works within the all the programming methods of the SINUMERIK ONE. Use graphical elements to create even complex shapes. Automatically calculates intersections and points of tangency.
Also use Contour Editor to work with elements in DXF files. Open the drawing data within the Contour Editor, then use define tool path and even edit the geometry. Easily link together multiple contours to do complex islands and clear off routines.
Use simulations:
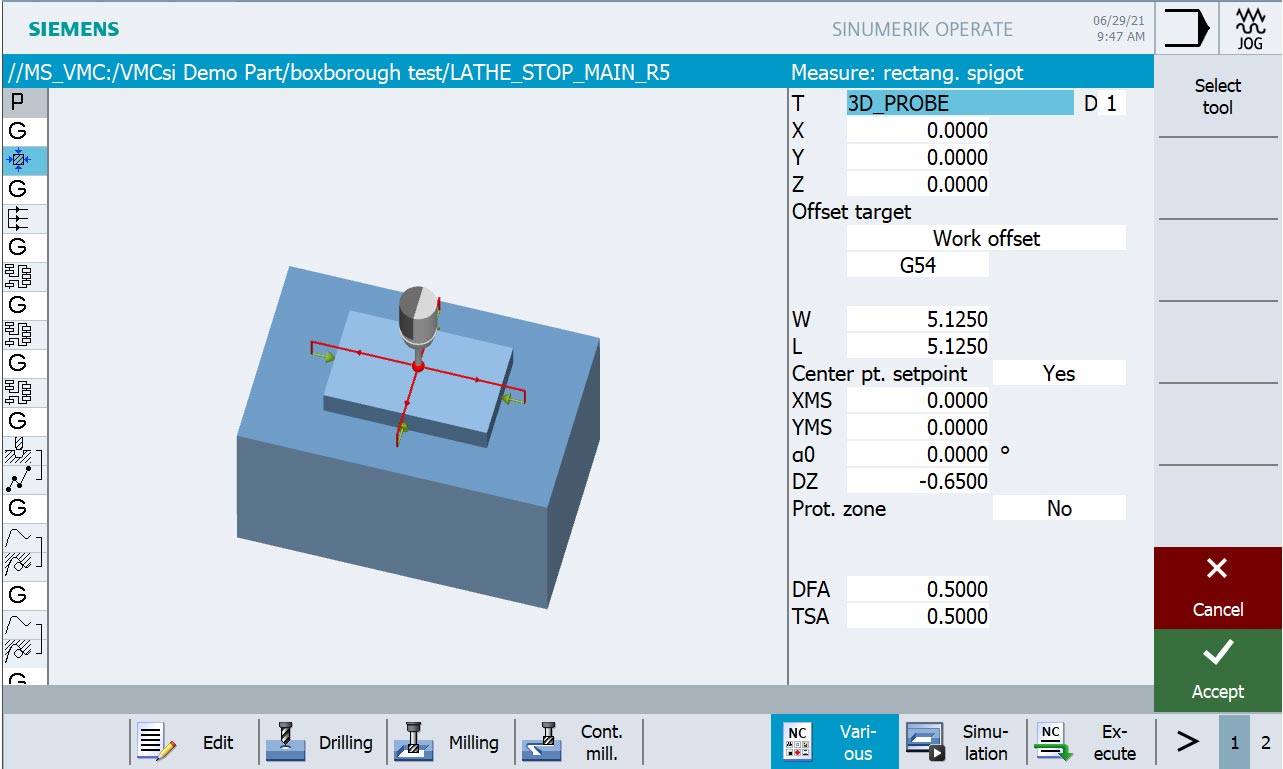
For part and tool measurement, probing cycles are integrated into:
The cycles automatically apply fixture offsets and the measurements may be output to a report. The cycles will work with many brands of probe or even a manual edge finder.

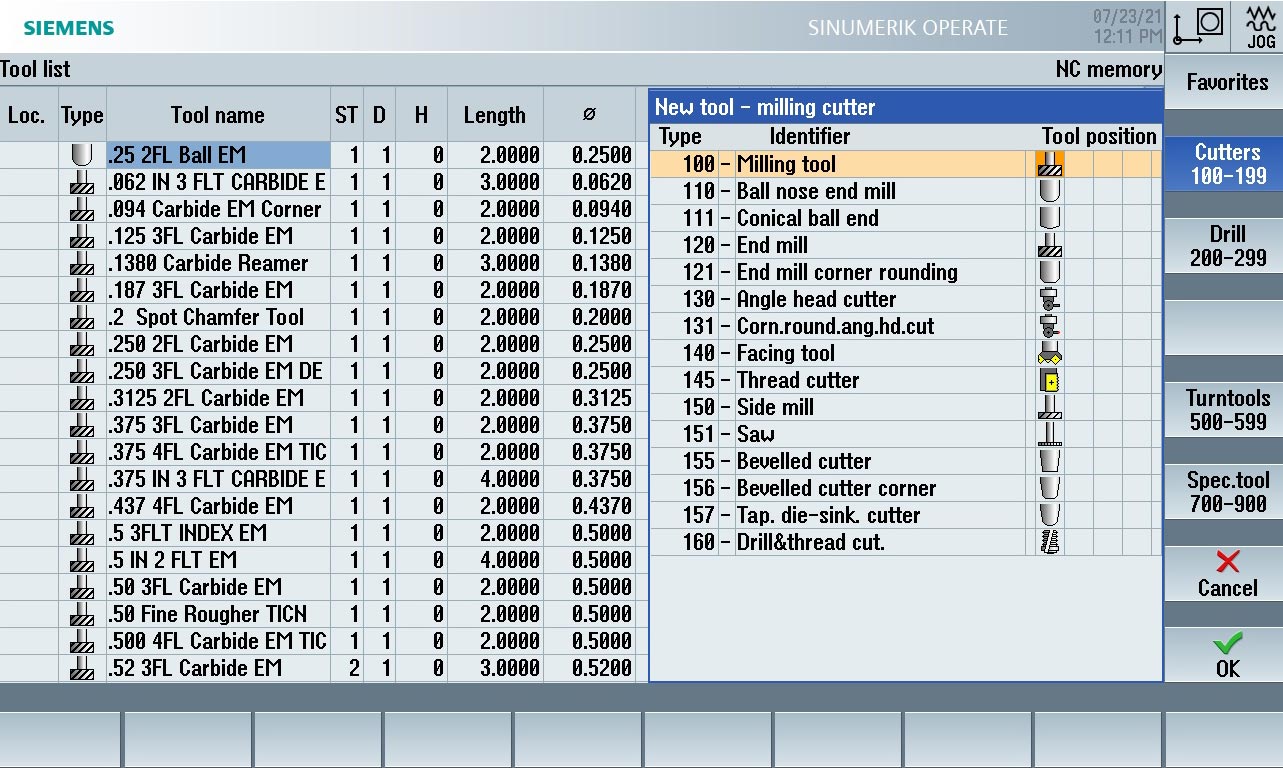
Setting tools is simple due to the icons and Animated Elements that guide your selections. You define number of flutes, tip angle, cutting edges, holder angle, tool type and even tool life. A Magazine view shows which tools are in the magazine.
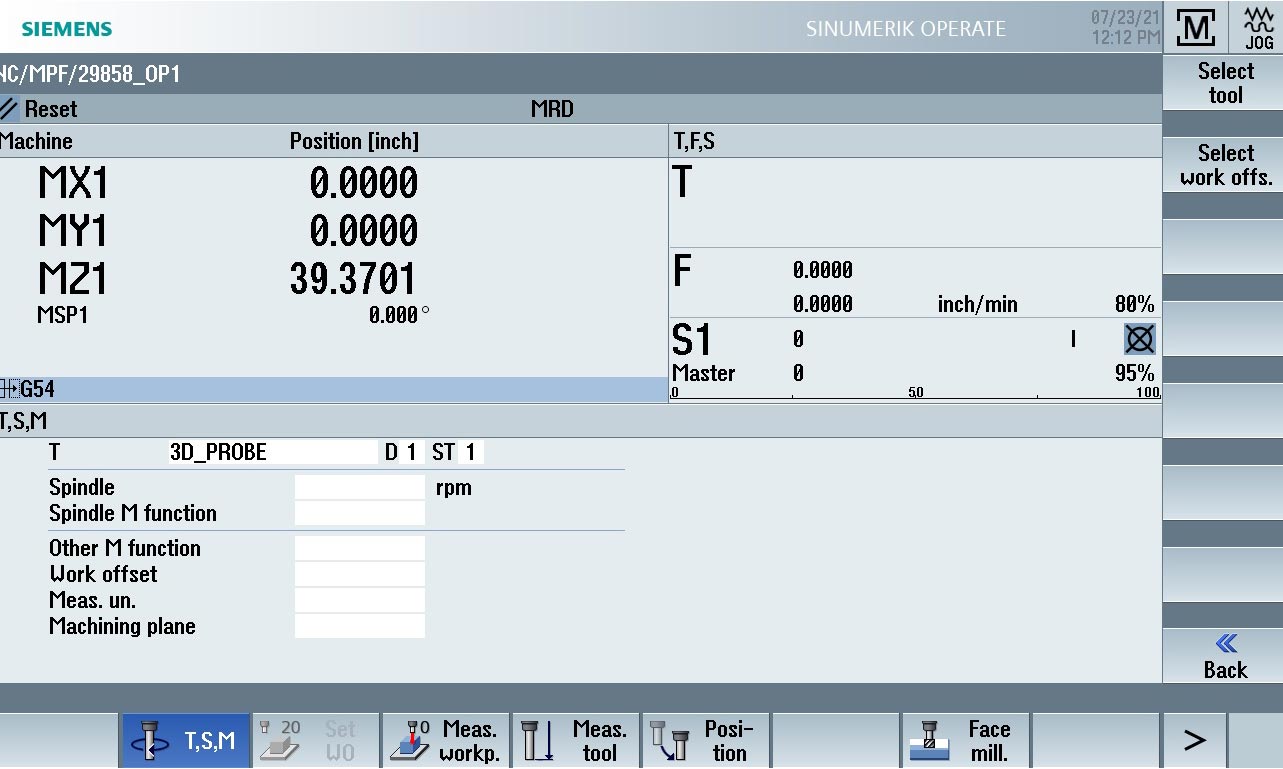
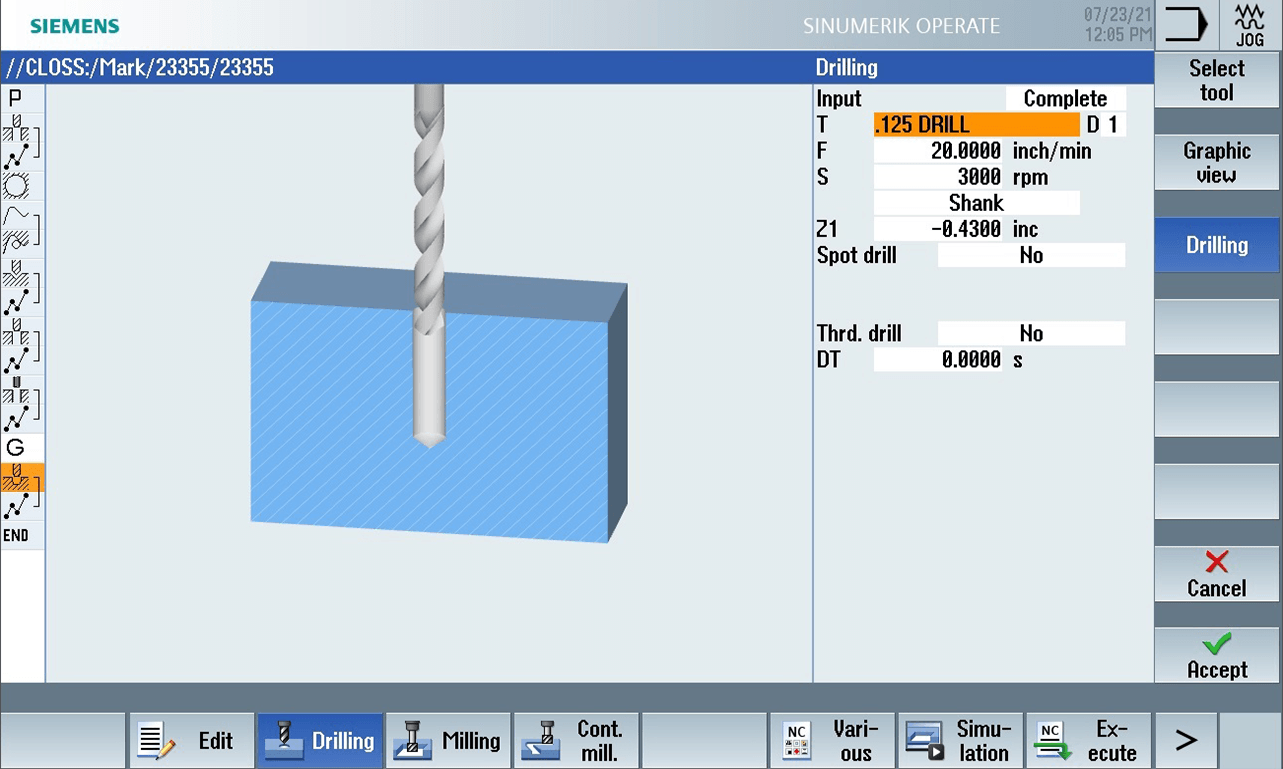
A single key give you access to features such as loading tools, activating a work coordinate or turning on a spindle. All operations are commanded by answering conversational prompts, without any G-codes.
while running programs, the SINUMERIK ONE can halt the current operation and the tool tip can be jogged away from the part surface, allowing you to inspect the tool or part. the REPOS feature let’s you return to the part where the machining was stopped.
Stuff happens, power outages, tool breakage, unanticipated moves. The SINUMERIK ONE gives you unprecedented ability to get back to where you were in the part with a high degree of confidence and with minimal work. Powerful Block search and Interrupt point combine to get you started exactly where you left off or at a point before…just to make sure. This powerful routine even enables a tool retract/recover that is able to define the proper place and speed to recover a tap stranded by an unplanned interruption.
Will command the SINUMERIK ONE to shut down power at the end of a program run. This option is great for untended machining so the machine will shut down after the last part is run. Simply press the APO button on the control panel after the run is initiated.
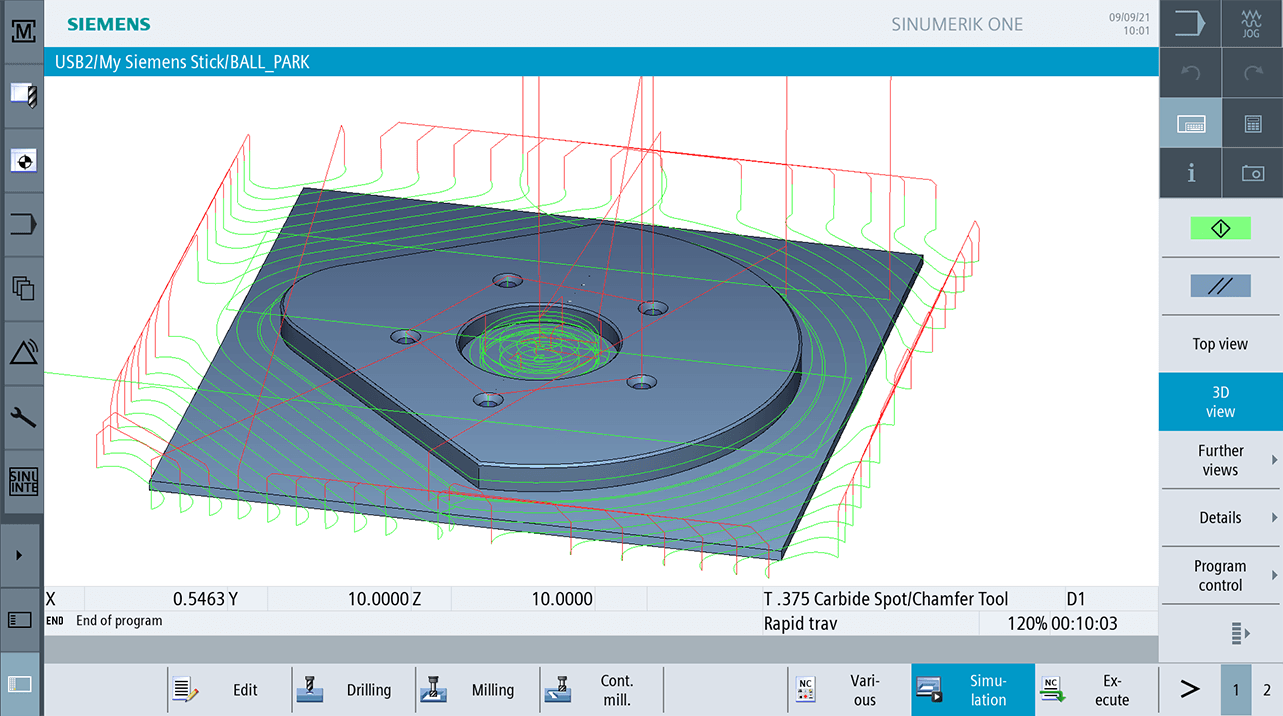
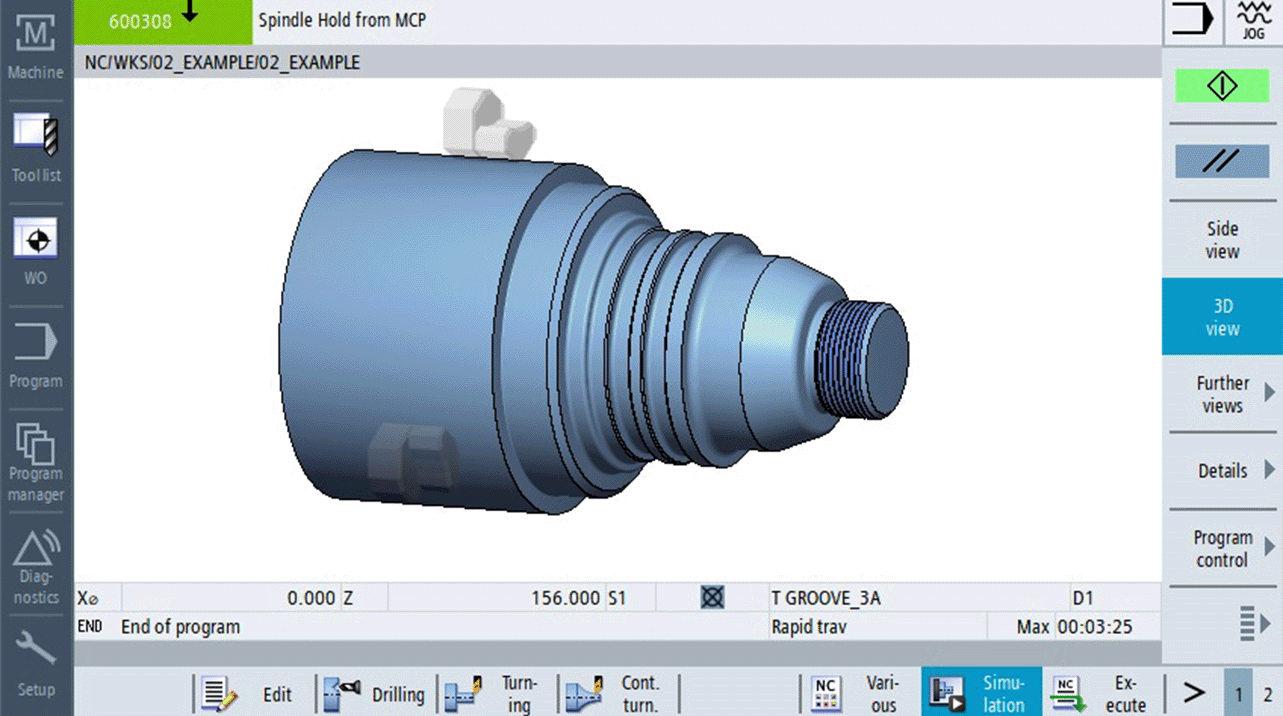
3D Solid digital twin of your part, faithful in every programmed detail. You can check your program by close inspection of each detail using the touchscreen operation of the 19” screen of the SINUMERIK ONE on the VMCsi.
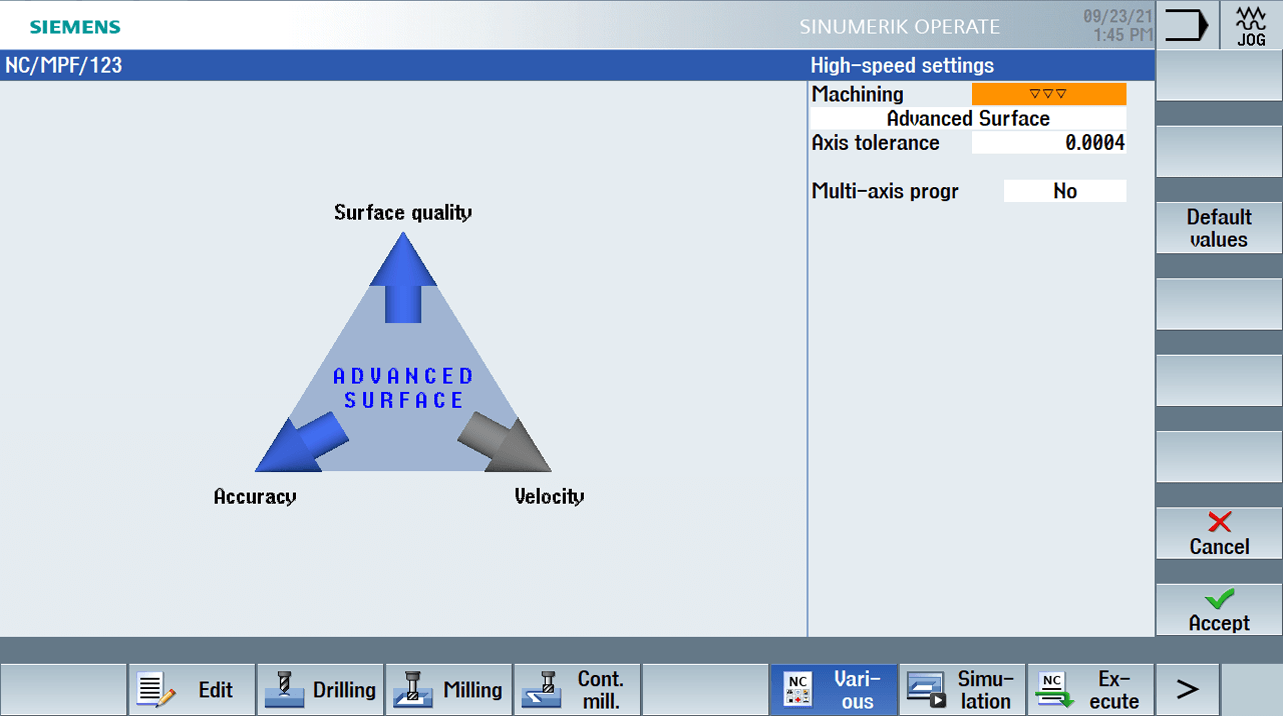
Advanced Surface and Top Surface are both advanced algorithms that analyze look ahead and velocity. The software analyses the program and converts points to splines to create a superior toolpath that is processed smoothly through the SINUMERIK ONE run engine.
You are able to choose the between maximizing Machining Velocity, Surface Quality and Dimensional Accuracy. For example, turning on the “Smoothing” function (in Top Surface) will greatly increase part surface quality but may possibly slow the machining. This advanced software puts the trade-offs into your hands – where it belongs.
A combination of Siemens options that, together, adds internal memory to the SINUMERIK ONE to bring in and integrate large files (such as CAD and CAM). Extends the internal CNC memory by 1.8 GB.
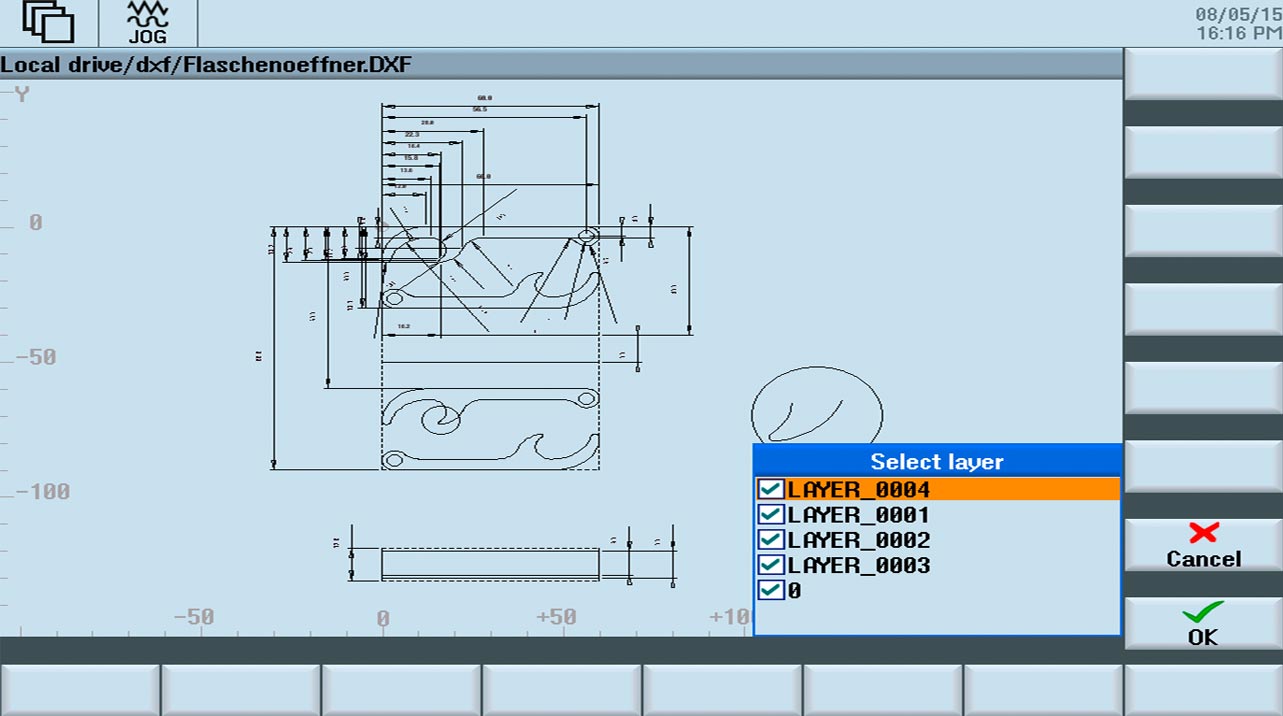
Open DXF files on the SINUMERIK ONE to easily transfer data into your program. Program faster and reduce errors on programming dimensions. Open and use elements of multiple DXF files in the same program. Works within all the programming methods! Easily command specific features from drawing elements. Set your own part reference independent of the drawing origin.
Enables you to use a probe within the Auto Mode operation. Insert a probing canned cycle to measure tool wear for the SINUMERIK ONE to apply compensation. You can also measure part features and apply adjustments to either work offsets or tool compensation. The cycle can be programmed to command the control to re-machine features based on the result of the measurement. The probing cycle may be combined with a series of logic statements to give you even more flexibility.
Use this powerful feature to:
Enables the use of an external memory device for running and editing programs. Allows your memory device to function like an expansion of your internal SINUMERIK ONE memory, without any restrictions on programs, subprograms, commands or even transferring to another machine.
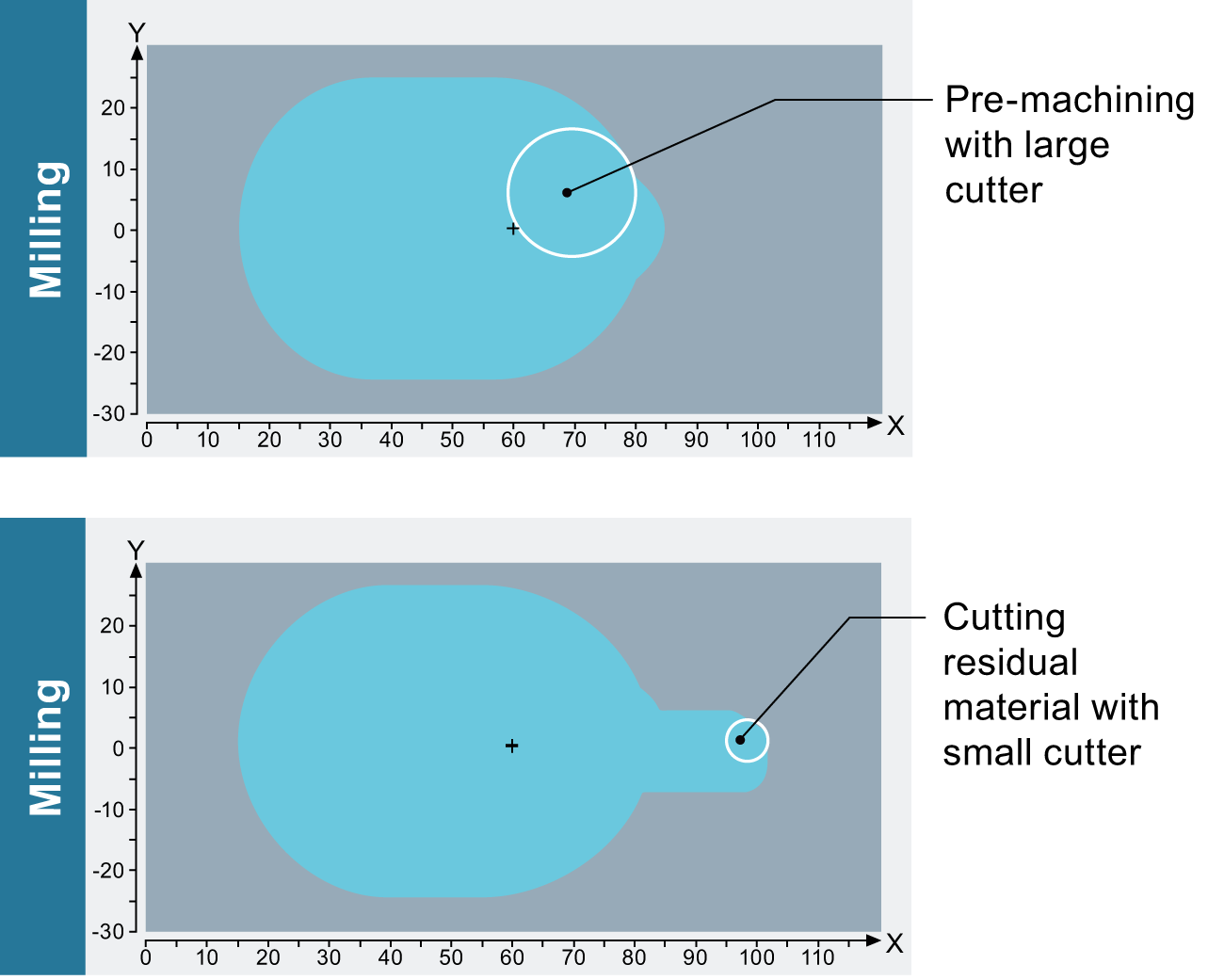
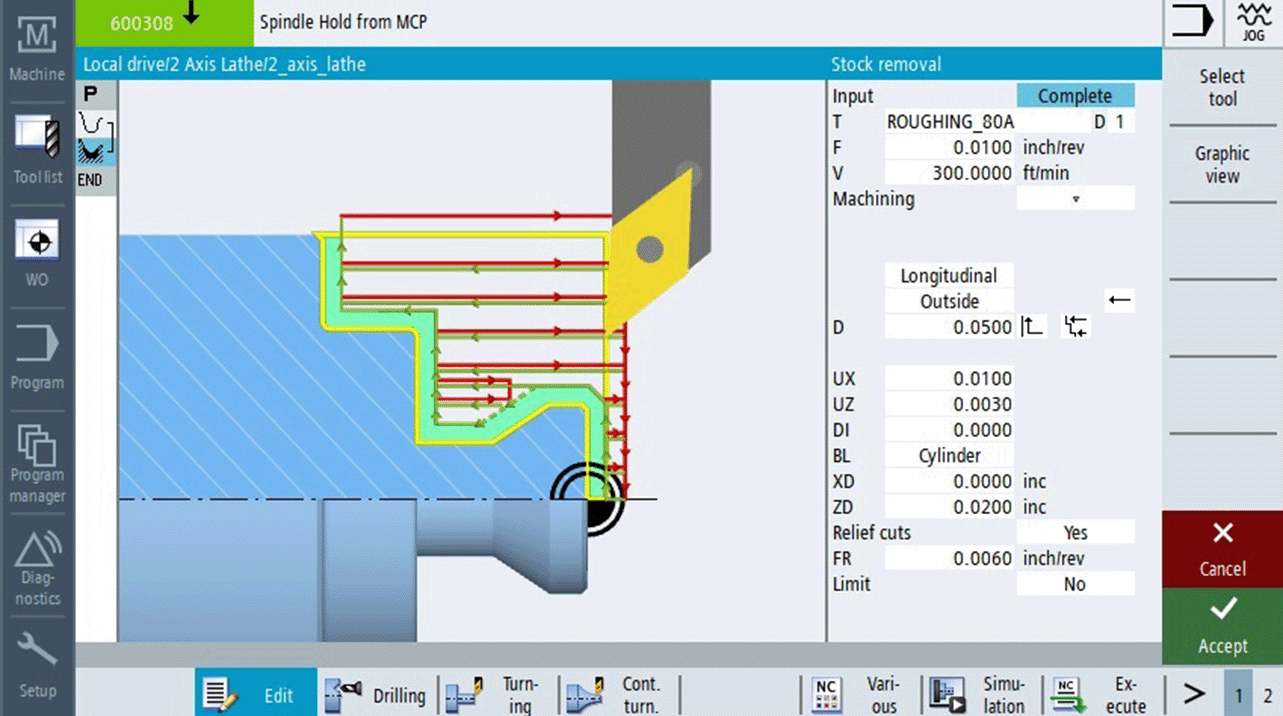
The SINUMERIK ONE automatically recognizes Rest Machining situations, simply call up the Residual Machining canned cycle, enter a few simple inputs and the control does the rest! Match the tool to the operation for fastest machining: large tool for hogging, smaller tool for regions the large tool won’t reach. Multiple Residual Machining cycles in the same feature gives you the flexibility to minimize cycle times.
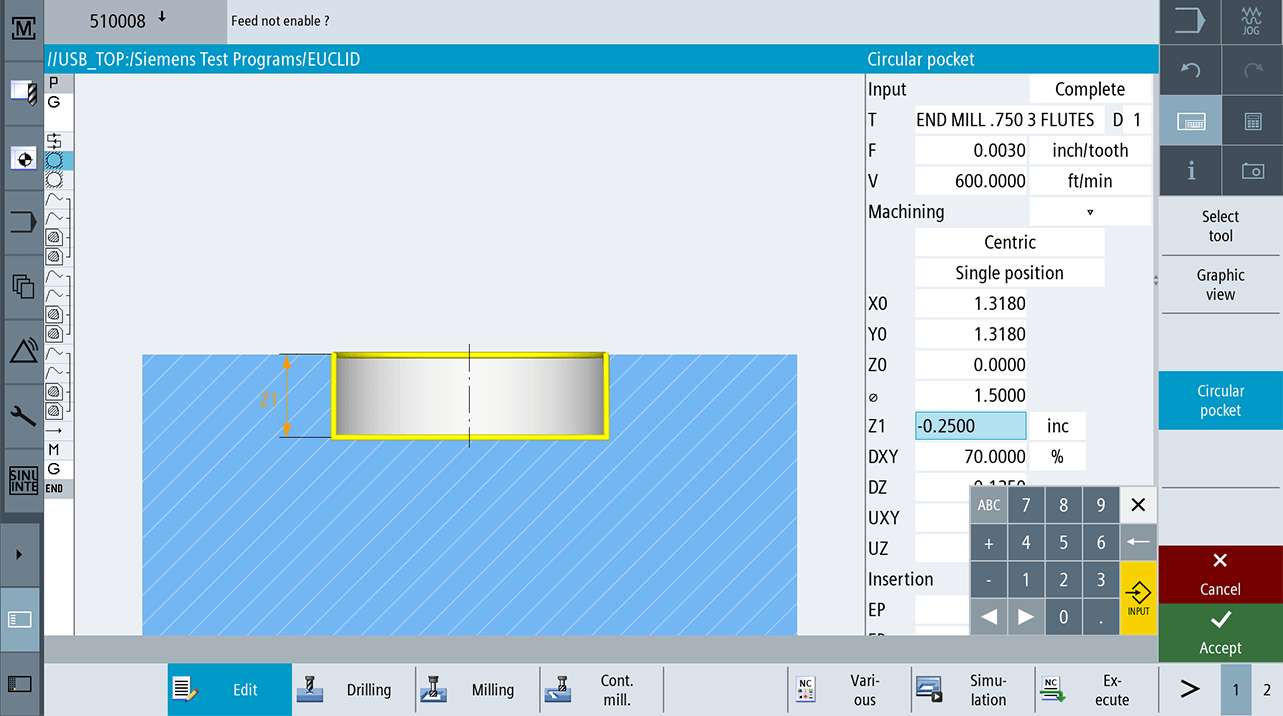
True conversational programming you can do right on the shop floor. Write complete part programs or insert a feature within another program. With guidance from Animated Elements, Tool Tips, Dynamic Graphics, Canned Cycles and Context-Sensitive Help to guide you can create programs with ease. You won’t have to go back to the person who programmed the part to fix or add to your program.
3D Solid model graphics real time while running a program. It is a great way to check the progress of your job, especially when you are running a lot of coolant.
Wraps a 2D shape around a cylinder, enabling you to program features onto a cylinder using the 4th Axis option of your VMCsi machine.

Run the programmed moves by turning the handwheel. You control the feedrate by moving the Manual Pulse Generator on the control panel and the actual programmed path is moved. Adjust the relationship between the handwheel turns and the feedrate with 4 different resolution settings. Seamlessly go between Handwheel Run and fully automatic CNC run. Great for setups and for confidence making that first part!
Job Shop Package (S41) |
Surfacing Package (S42) |
|
|---|---|---|
| Shop Mill (P17) | ||
| DXF Reader (P56) | ||
| Residual Material Detection (P13) | ||
| 3D Simulation (P25) | ||
| Simultaneous 3D Run (P22) | ||
| TRACYL/Cylinder Surface Transformation (M27) | ||
| Execution from External Storage (P75) | ||
| Advanced Surface Motion Control (S07) | ||
| Top Surface (S17) | ||
| Measuring Cycles for Drilling/Milling (P28) | ||
| User Program Memory 5.1 GB* (P12) |

A power module with integrated infeed, motor modules for 4 axes (spindle and 3 feed axes). The combi drive has integrated external fans inside the heat sink installed on the back of the drive. It has an integrated brake control function for the motor holding brake and temperature sensor that activates an alarm if the temperature goes above the set threshold.
SINUMERIK ONE offers modularity, openness, flexibility and uniform structures for operation programing and visualization. It has integrated drive system SINAMICS S120 and S7-1500 PLC for medium and high-performance application. It offers high flexibility, excellent dynamics response, precision and optimum integration into networks.
The elegant, minimalist MCP-398C has buttons to control the machine operation. Well positioned and clearly marked keys enable you to select X, Y, Z or spindle, select operating modes such as Jog, Auto, Manual Data Automatic (MDA), and activate various motors including augur, coolant, washdown, skimmer, and spindle cooler etc...
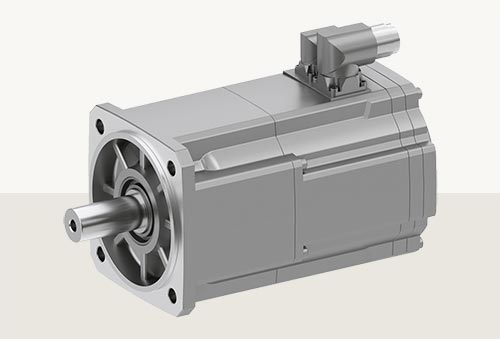
SIMOTICS S-1FK2 are permanent magnet synchronous motors with high overload capability and integrated encoder system for speed and position control. It uses separate power and feedback cables to connect to SINAMICS S120 servo system. The motor has a 22-bit absolute encoder and connects to drive using the advanced DRIVE-CLIQ interface.
The SIMOTICS M-1PH8 is a compact induction asynchronous spindle motor capable of handling extreme duty cycles and short rise times. It is exceptionally precise in terms of speed, torque and positioning. It uses separate power and feedback cables to connect to SINAMICS S120 servo system. The motor has 22-bit incremental encoder, it connects to the drive using the advanced DRIVE-CLIQ interface.
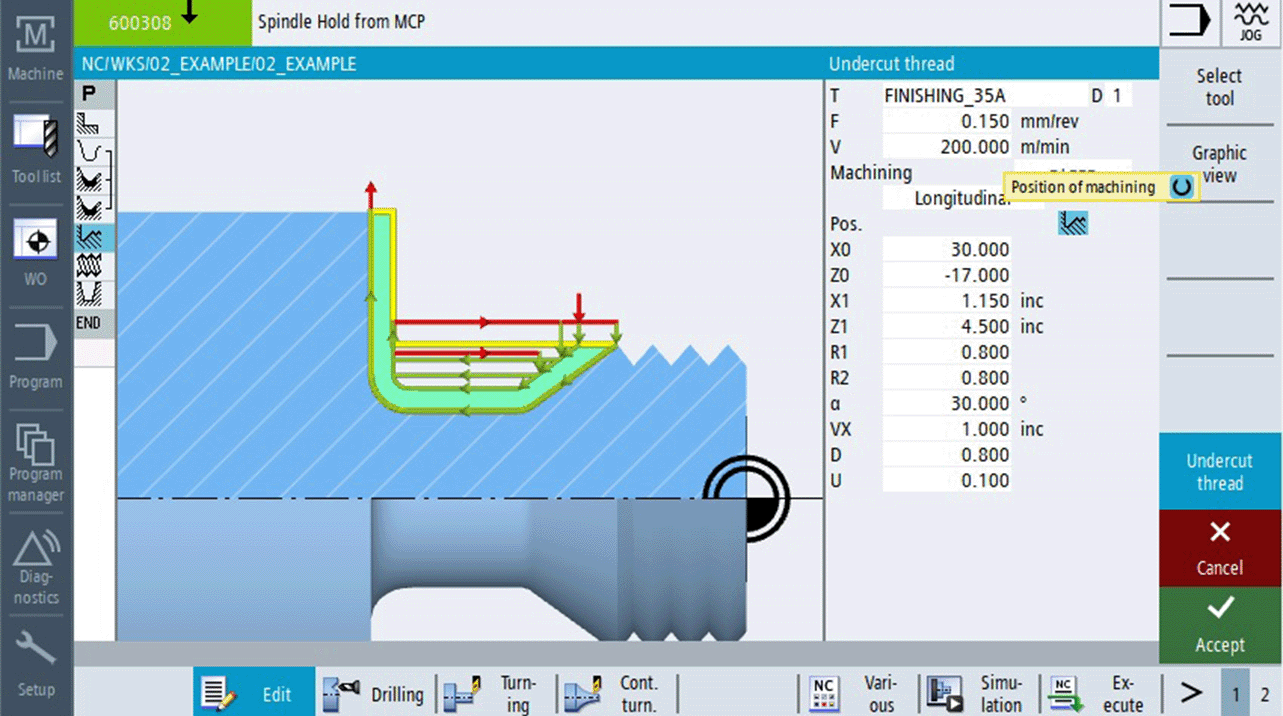
Throughout the operation of the SINUMERIK ONE, you will encounter Animated Elements. These clever mini-videos help you instantly grasp the underlying issue, enabling you to respond quickly and confidently.
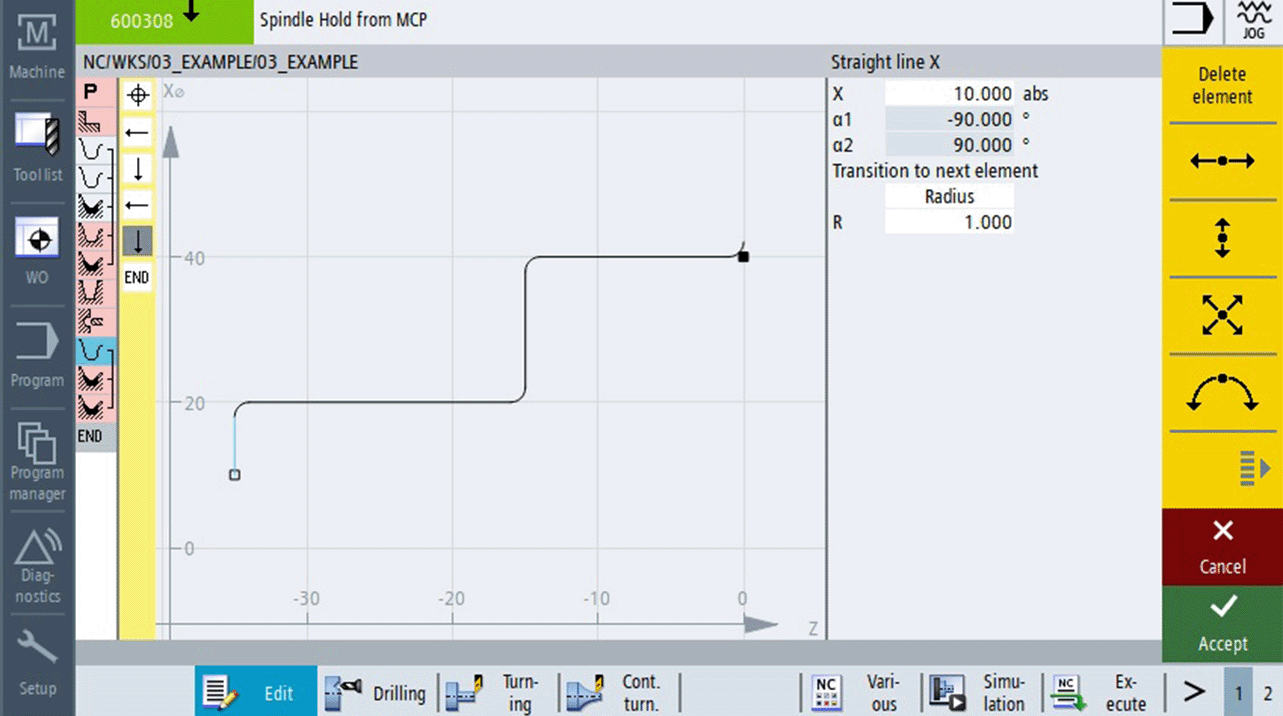
This powerful tool works within the all the programming methods of the SINUMERIK ONE. Use graphical elements to create even complex shapes. Automatically calculates intersections and points of tangency.
Also use Contour Editor to work with elements in DXF files. Open the drawing data within the Contour Editor, then use define tool path and even edit the geometry.
Use simulations:
Probing is integrated into the Jog Mode so you can set up tools easily and quickly.
Part set up manual or with a probe.
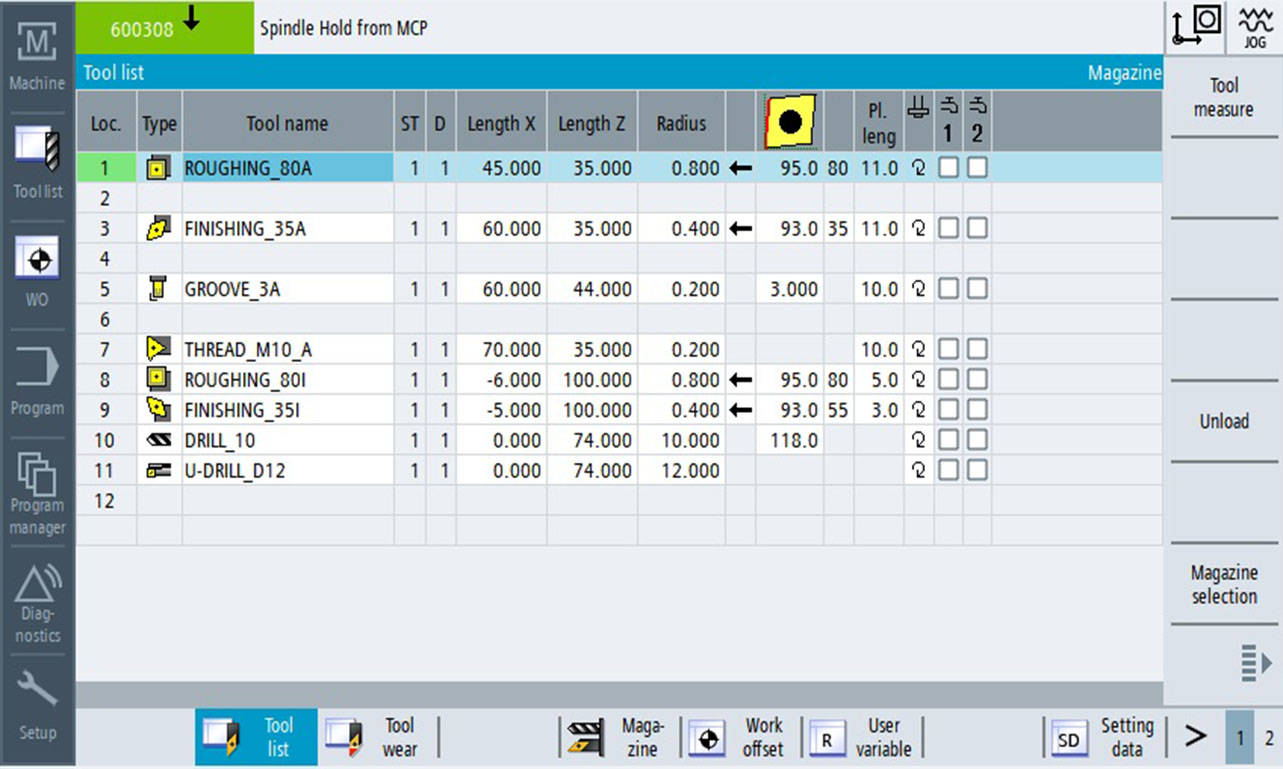
Setting tools is simple due to the icons and Animated Elements that guide your selections. You define number of flutes, tip angle, cutting edges, holder angle, tool type and even tool life. A Magazine view shows which tools are in the magazine.
A single key gives you access to features such as loading tools, activating a work coordinate or turning on a spindle. Unlike the cumbersome MDI of other production controls, all operations are commanded by answering conversational prompts. This greatly simplifies set up.
While running programs, the SINUMERIK ONE can halt the current operation and the tool tip can be jogged away from the part surface, allowing you to inspect the tool or part. the REPOS feature let’s you return to the part where the machining was stopped.
Stuff happens, power outages, tool breakage, unanticipated moves. The SINUMERIK ONE gives you unprecedented ability to get back to where you were in the part with a high degree of confidence and with minimal work. Powerful Block search and Interrupt point combine to get you started exactly where you left off or at a point before…just to make sure. This powerful routine even enables a tool retract/recover that is able to define the exact location and proper speed to recover a tap stranded by an unplanned interruption.
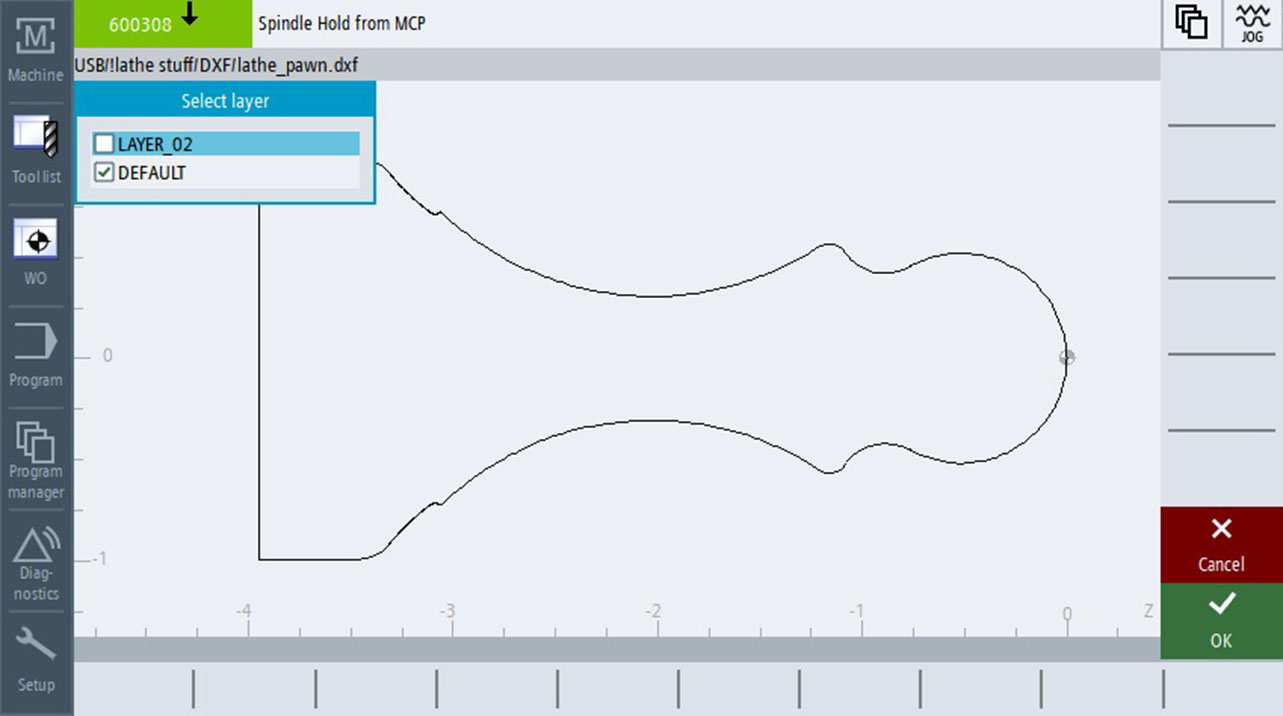
Open DXF files on the SINUMERIK ONE to easily transfer data into your program. Program faster and reduce errors on programming dimensions. Open and use elements of multiple DXF files in the same program. Works within all the programming methods. Easily command specific features from drawing elements. Set your own part reference independent of the drawing origin.
Enables the use of an external memory device for running and editing programs. Allows your memory device to function like an expansion of your internal SINUMERIK ONE memory, without any restrictions on programs, subprograms, commands or even transferring to another machine.
Run the programmed moves by turning the handwheel. You control the feedrate by moving the Manual Pulse Generator on the control panel and the actual programmed path is moved. Adjust the relationship between the handwheel turns and the feedrate with 4 different resolution settings. Seamlessly go between Handwheel Run and fully automatic CNC run. Great for setups and for confidence making that first part!
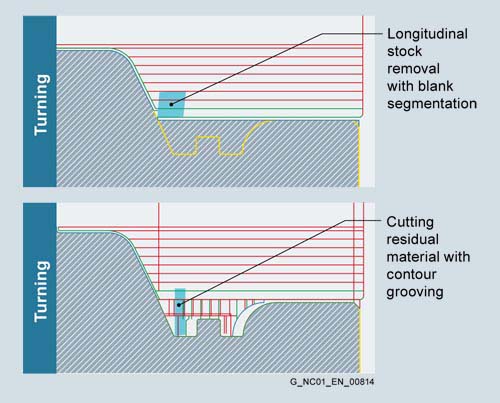
The SINUMERIK ONE automatically recognizes Rest Machining situations, simply call up the Residual Machining canned cycle, enter a few simple inputs and the control does the rest.
Match the tool to the operation for fastest machining: large tool for hogging, smaller tool for regions the large tool won’t reach. Multiple Residual Machining cycles in the same feature gives you the flexibility to minimize cycle times.
True conversational programming you can do right on the shop floor. Write complete part programs or insert a feature within another program. With guidance from Animated Elements, Tool Tips, Dynamic Graphics, Canned Cycles and Context-Sensitive Help to guide you can create programs with ease. You won’t have to go back to the person who programmed the part to fix or add to your program.
3D Solid model graphics real time while running a program. It is a great way to check the progress of your job, especially when you are running a lot of coolant.
Increase the number of available programable tool stations to 24 with half indexing turret positions. Have better flexibility and capacity with tool setups while still maintaining all 12 stations that accept live tools.